プラズマ溶接トーチ高精度溶接作業のための効率的な溶接ツールとして広く使用されています。その動作原理は高温のアークとガス流を伴うため、使用中にいくつかの一般的な問題が発生する可能性があります。以下は、プラズマ溶接トーチによくある問題とその解決方法です。

1. 溶接アークの不安定性
原因分析:
・溶接電源の出力が不安定で電流が大きく変動します。
- 溶接ガンのノズルまたは電極が損傷し、ガスの流れが不均一になります。
- ガス供給圧力が不安定、またはガス品質が良くない(例:酸素が多すぎる、アルゴンの不純物が多い)。
- 溶接電流が低すぎるか、アークが適切に調整されていません。
解決:
- 溶接電源をチェックして、電圧と電流が安定していることを確認します。
- 損傷した電極またはノズルを点検して交換し、電極とノズルのクリアランスを良好に維持します。
- 供給されるガスの純度を確保するため、ガスの圧力と流量をチェックします。
- 溶接電流とアーク長が通常の動作範囲内になるように調整します。
2. 溶接溶融池が不安定になり、溶接継ぎ目が不均一になる
原因分析:
- 溶接電流が不適切に設定されている場合、高すぎるか低すぎると溶融池の安定性に影響を与える可能性があります。
- ガス流量が大きすぎたり小さすぎたりすると、ガスのカバー範囲が不十分になり、溶接形状に影響を及ぼします。
- 溶接トーチとワークピースの距離が遠すぎたり近すぎたりして、アークが不安定になります。
解決:
・溶接材料や板厚に応じて電流・電圧を適切に調整してください。
- ガスの流れを調整して、ガスが均一にカバーされるようにし、ガス穴や介在物の発生を防ぎます。
- 適切なアーク長を維持するために、溶接トーチとワークピース間の距離を調整します。
3. 電極が摩耗または焼損が早すぎる。
原因分析:
- 溶接電流が高すぎるため、電極が過熱します。
- ガスの流れが不十分で冷却効果が低い。
- 溶接環境に汚染物質(油、水分など)が存在すると、アークが不安定になり、電極の摩耗が増加します。
解決:
- 溶接電流が高すぎたり低すぎたりしないように、溶接電流を確認して調整します。
- 良好な冷却効果を確保するためにガス流量を増加させます。
- 溶接環境を清潔に保ち、ワーク表面の汚染を防ぎます。
4. ノズルの詰まりやカーボン堆積

原因分析:
- ガスの流れが不十分または不安定な場合、内部に炭素が蓄積します。ノズル.
- 溶接時に不適切な電流を使用したり、アーク長が長すぎると、ノズルへの負担が増加します。
- 溶接材料の品質により、過剰なすすや不純物が発生します。
解決:
- スムーズな空気の流れを確保するために、ノズルを定期的に点検し、清掃してください。
- ノズルの過熱を避けるために、電流とアーク長を調整します。
- 高品質の溶接材料を使用し、不純物の発生を最小限に抑えます。
5. 溶接ガンの過熱
原因分析:
- 溶接電流が高すぎるため、溶接トーチが頻繁に作動し、放熱が不十分になります。
- 溶接プロセスを過度に使用すると、溶接トーチの熱放散が適時に行われなくなります。
- 溶接ガンの冷却システム(水冷や空冷など)が故障しているか、効率が十分でない。
解決:
- 溶接時間と頻度を制御し、長時間連続して作業しないようにしてください。
- トーチ冷却システムをチェックして修理し、適切に動作するようにします。
- 過熱を避けるために適切な電流と溶接パラメータを使用してください。6.
6. ガス漏れ
原因分析:
- ガス配管、継手、バルブが緩んでいたり劣化していたりして、ガス漏れが発生する。
- トーチ接続部の密閉性が不十分であるか、溶接中に発生した高温によってシール材が損傷しています。
解決:
- ガス配管と継手がしっかりと接続されているか定期的に点検してください。
- ガス漏れを防ぐために、劣化または損傷したシールを交換してください。
- 高温でも破損しないように適切なシーリング材を使用してください。
7. 溶接中の気孔

原因分析:
- ガス供給が不安定または不純であるため、保護ガスが溶接部を完全にカバーできません。
- 溶接中にワークピースの表面に油、水分、その他の不純物が存在すると、溶融池が汚染されます。
- 溶接電流が低すぎるため、溶融池が不完全な状態となり、ガスが効果的に逃げることができません。
解決:
- 安定したガス供給と適切なガス純度を確保します。
- ワークピースの表面を清掃し、油、湿気、その他の汚染物質がないことを確認します。
- ガス詰まりを避けるために、電流と溶接パラメータを調整して溶融プールが完全に形成されるようにします。
8. 溶接面のひび割れ
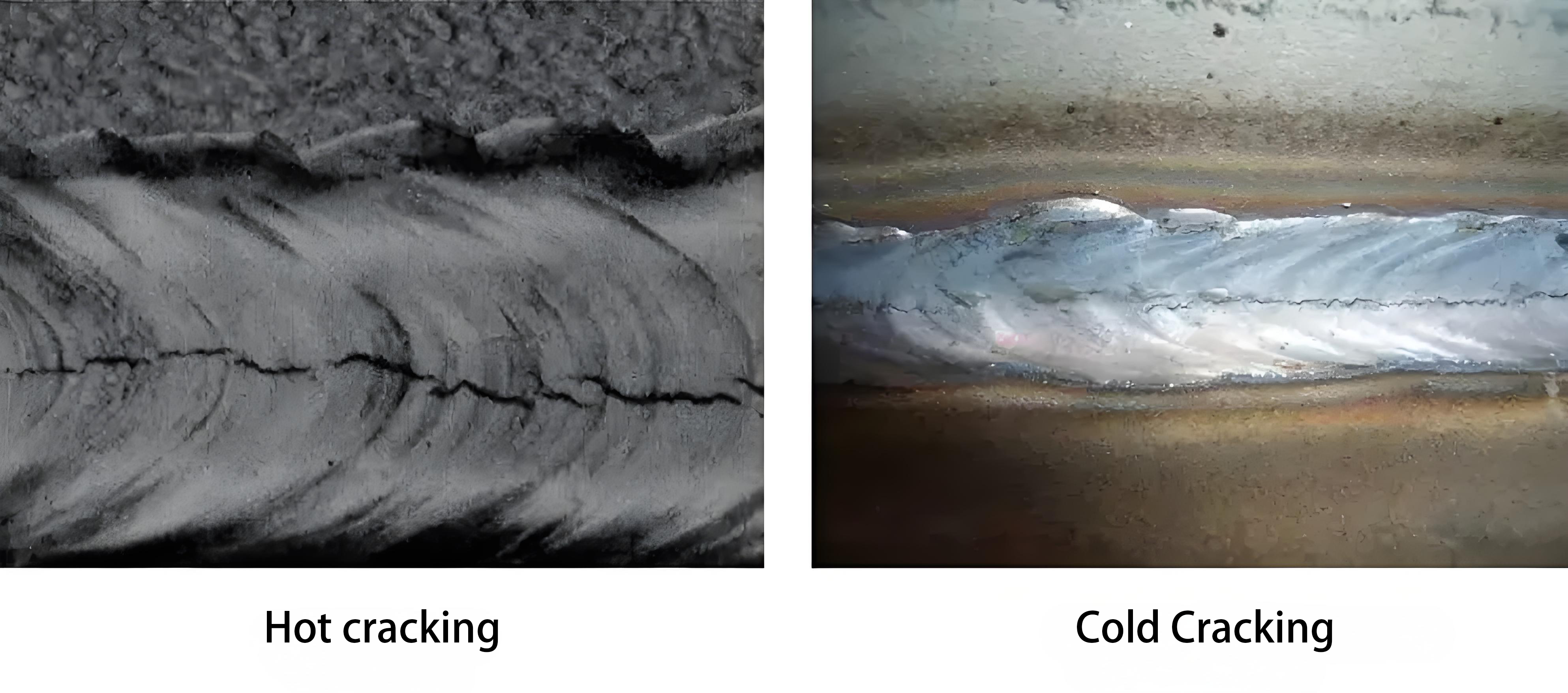
原因分析:
- 溶接中の冷却速度が速すぎるため、過度の熱応力が発生します。
- 溶接材料と母材の相性が悪い、または溶接材料の選択が不適切。
- 不適切な溶接プロセス(過度の加熱や不均一な冷却など)。
解決:
- 溶接時の冷却速度を制御します。予熱または後熱処理により熱応力を軽減できます。
- 適切な溶接材料を選択し、それが母材と適合していることを確認します。
- 過度の加熱や不均一な冷却を避けるため、溶接プロセスを調整します。
そのプラズマトーチ使用中に多くの問題が発生する可能性がありますが、これらは通常、溶接電流、ガス流量、ノズルと電極のメンテナンス、溶接環境などの要因に関連しています。それぞれの問題に対して適切な調整と修理を行うことで、溶接品質を効果的に向上させ、機器の耐用年数を延ばすことができます。
投稿日時: 2024年11月28日