1.アーク形成法
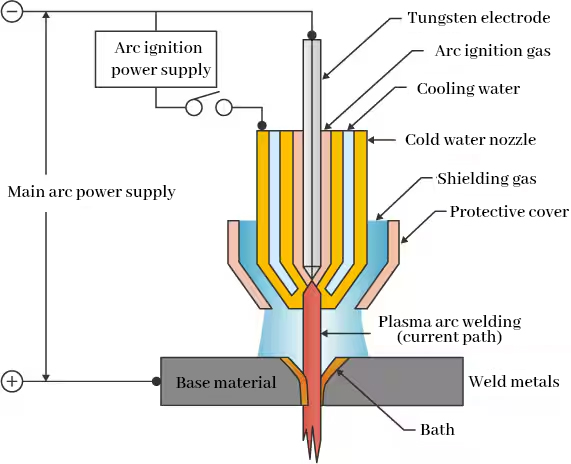
-プラズマアーク溶接(PAW)PAWは、トーチ内のイオン化ガスによって生成された制御されたプラズマアークを小さなノズルを通して圧縮します。アークはノズルによって閉じ込められるため、より集中し、より高いエネルギー密度を持ちます。これらのプラズマアークは、以下の2種類に分類できます。**非転送アーク** そして **転送されたアーク** 非移行アークは溶接プロセスを安定させるために使用され、移行アークは材料を溶接するために使用されます。
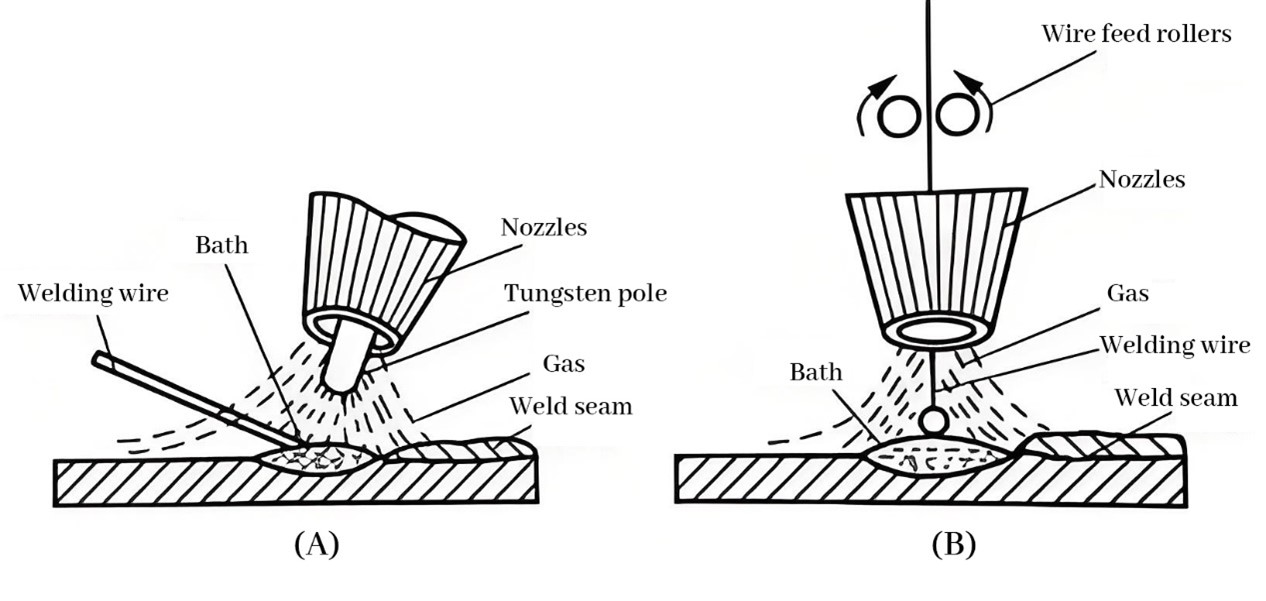
-GTAW(TIG溶接)GTAWでは、溶融していないタングステン電極を用いてアークを発生させます。このアークは溶接対象物に直接照射され、ノズルによって圧縮されることはありません。このアークは、より自然で分散した形状をしています。
2. アーク精度とエネルギー密度
- PAW:プラズマアークはノズルによって圧縮され、アークがより集中するため、エネルギー密度が高く、溶接の溶け込みがより強くなります。そのため、厚い材料の精密溶接に適しています。さらに、PAWは溶接シームをより狭くし、より深い溶融深度を実現します。
- GTAW:GTAWのアークは広く、エネルギー密度が比較的低いため、薄板の溶接に適しています。溶接制御性は優れていますが、溶け込み性能はPAWほど優れていません。
3. 保護ガス
- PAW:PAWでは、イオンガスとシールドガスの2種類のガスを使用します。イオン化ガス(通常はアルゴン)はプラズマアークの形成に使用され、シールドガス(アルゴンやヘリウムなど)は溶接部の酸化を防ぐために使用されます。
- GTAW: GTAW では通常、大気中の酸素や窒素が溶融池と反応するのを防ぐために、1 種類の不活性ガス (アルゴンやヘリウムなど) のみを使用します。
4. 電極

- PAW:PAW のタングステン電極はノズルに囲まれており、電極が溶接領域に直接露出しないため、電極の寿命が長くなり、溶接プロセスがより安定します。
- GTAW: GTAW では、タングステン電極が溶接領域に露出するため、汚染や摩耗の影響を受けやすく、電極の頻繁なメンテナンスと交換が必要になります。
5. アプリケーションシナリオ


- PAW: プラズマアークのエネルギー密度と集中度が高いため、PAW は厚い材料、精密溶接、高生産性のアプリケーションに適しており、特に航空宇宙産業、原子力産業、厚肉ステンレス鋼管の溶接に使用されます。
- GTAW:GTAWは精密溶接、低入熱溶接に適しており、特に薄板材料や要求の厳しい溶接(アルミニウム、マグネシウム、ステンレス鋼など)に使用されます。精密部品の製造や小規模溶接に最適です。
6. 操作の難しさ
- PAW: 圧縮プラズマアークを使用するため、操作は比較的複雑で、機器のコストも高くなりますが、溶接速度が速くなり、深部溶融が可能になります。
- GTAW:GTAWは操作が比較的簡単で、設備も比較的安価です。手動溶接および自動溶接で最も一般的に使用されるプロセスの一つです。
まとめ
プラズマアーク溶接(PAW)とGTAWは、どちらもタングステン電極を通してアークを発生させ、不活性ガスで溶接部を保護するという点で原理的には似ていますが、PAWアークは圧縮されエネルギーがより集中しているため、厚い材料や高精度の溶接に適しています。一方、GTAWは薄板材料の溶接に適しており、入熱量が少ないという利点があります。両者は、溶接部の厚さ、エネルギー密度、シールドガスの種類、操作の難易度などの点で異なります。
投稿日時: 2024年9月29日