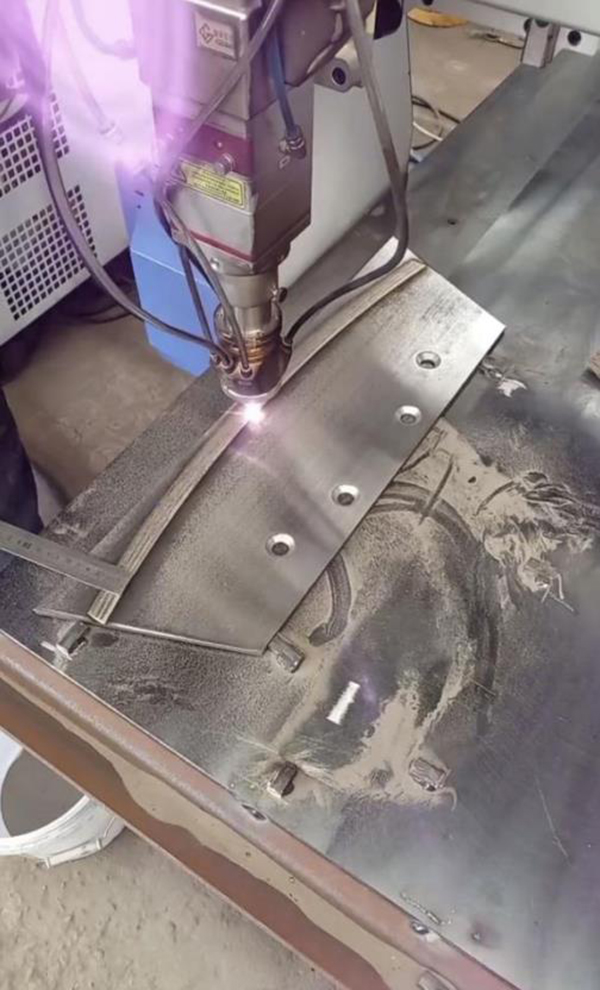
平面ガントリーのレーザークラッディング

レーザークラッディングの利点
1. 冷却速度が速く(最大106℃/秒)、急速凝固プロセスに属し、微細結晶組織が得られやすく、不安定相、非晶質状態などの新しい相が得られない平衡状態を生成します。
2.クラッド層と基材は、冶金結合または界面拡散結合が強く、希釈率が低く、制御性が強く、必要に応じて溶接焦点距離を制御し、溶接溶融深度を制御し、溶接希釈率を制御します。
3.レーザークラッディング補強補修部品は、熱衝撃が小さく、変形も小さく、加工工程では表面溶解のみが発生し、ベースの熱衝撃面積は小さく、一般的に0.1〜0.5mmです。
4. マトリックスとクラッド材は冶金的に結合されており、結合強度はベース材料に匹敵します。
5.クラッド層の厚さと硬度の範囲が広く、クラッド層は緻密で、気孔、スラグクリップ、亀裂などの欠陥がなく、クラッド層の硬度は18〜60HRCに達します。
6. 粉末の選択にはほとんど制限がなく、低融点金属の表面に高融点合金を溶かすことができる。
7.レーザーは長距離伝送に適しており、大きな部品を現場で修理できます。
8. レーザークラッディングは非接触溶接の特徴があり、溝や深穴のクラッディング溶接に使用できます。
9. ハンドヘルドクラッディングは柔軟性があり、プログラミングや自動化の手間をかけずに複雑な形状の部品をスムーズに修復できます。
画像表示



ここにメッセージを書いて送信してください





