DLG-NC401 自動ネジ溶接機

作業プロセス
(1)アーク発生
装置内部には、非移行アークと移行アークを供給する2種類のアーク発生装置があります。2つの電源の負極は並列に接続され、ケーブルを介してスタック溶接ガンのタングステン電極(負極)に接続されます。非移行アーク電源の正極はケーブルを介してスタック溶接ガンのノズルに接続され、移行アーク電源の正極はケーブルを介してワークピースに接続されます。ノズルと電極を冷却するために、水冷ケーブルを介して冷却水が溶接ガンに導かれます。アルゴンは、ソレノイドバルブとロータメーターを介して溶接トーチに入ります。電源投入後、高周波スパークによって非移行アークが点火されます。次に、非移行アーク炎によってタングステン電極とワークピースの間に導電チャネルが形成され、移行アークが点火されます。移行アークが点火された後、非移行アークは保持または遮断できます。
(2)はんだ粉末出力
合金粉末は、需要に応じて粉末供給装置から連続的に供給され、粉末供給ガス(一般的にはアルゴン)の助けを借りて溶接ガンに送り込まれ、アークに吹き込まれます。合金粉末は、アーク柱内で予め加熱され、溶融または半溶融の状態で、ワークピースの溶融池に噴射され、そこで完全に溶融され、ガスとスラグが排出されます。
(3)パラメータ調整
移行アークと非移行アークの電流、粉末供給量などのプロセスパラメータを調整することで、ワークピースに伝達される熱と溶融合金粉末を制御できます。溶接ガンとワークピースの相対的な動きにより、合金プールが徐々に凝固し、ワークピース上に必要な合金堆積層が得られます。
特徴
他の表面処理方法と比較して、プラズマ表面処理は、熱源としてプラズマアークを使用し、フィラー金属として合金粉末を使用するため、多くの利点があります。
(1)クラッディング速度が速く、生産性が高い。
(2)浸透性が制御可能であり、希釈率が低い。
(3)表面仕上げは平滑で密度が高く、0.5~5mmの表面仕上げが一度に行えます。
(4)長期間にわたって安定した表面仕上げ層を継続的に得ることができ、表面仕上げ面には多孔性やトラコーマなどの品質上の問題がない。
(5)合金粉末は調製が容易で、幅広い材料に使用できます。コバルト基、ニッケル基、鉄基、銅基の粉末溶接材料を選択でき、作業条件に応じて直接配合を調製できます。
(6)需要に応じて専用機械、ロボット等を搭載することができ、自動化や労働強度の低減が容易である。
(7)粉末の利用率が高く、利用率は75%以上に達することができる。
概要
プラスチック機械の中核部品であるスクリューは、その寿命が非常に限られており、脆弱なスペアパーツです。産業用途では、生産効率を向上させ、設備のダウンタイムやメンテナンスを削減するなどのために、プラズマ表面処理によってスクリューの表面強化処理(耐摩耗性、耐高温性、耐腐食性)を実現し、作業条件の要件を満たします。
材料
プラスチック機械ネジ本体材質メーカーの90%以上は38CrMoAl(先進窒化鋼)を使用しており、一部は42CrMoを使用しています。
38CrMoAl は、一種の先進的な窒化鋼で、主に耐摩耗性が高く、疲労強度が高く、熱処理後に正確な寸法が求められる窒化部品、または衝撃荷重は低いが耐摩耗性が高い各種窒化部品に使用されます。例としては、ボーリングバー、グラインダースピンドル、自動旋盤スピンドル、ウォーム、精密ネジ、精密ギア、高圧バルブ、ステム、ゲージ、テンプレート、ローラー、模造金型、シリンダーブロックなどがあります。コンプレッサーのピストンロッド、調速機、蒸気タービンの回転スリーブと固定スリーブ、ゴムとプラスチックの押し出し機のさまざまな耐摩耗部品などがあります。
表面処理技術
1.表面材
ニッケル基合金粉末(一般的なニッケル60)とニッケル基炭化物粉末(製品の需要に応じてニッケル60をベース粉末として炭化物粉末を相当の割合で添加)。
2.粉末の要件
(1)製品の要求特性(耐摩耗性、耐腐食性、耐高温性)に応じて、適切な合金粉末を選択します。
(2)合金粉末の熱膨張係数はマトリックス材料の熱膨張係数に近い値である必要があります。熱膨張係数が大きすぎると収縮応力が大きくなり、製品に割れが生じるのを防ぐためです。また、予熱と保温によって割れを抑制することもできます。
(3)合金粉末は、流動性が良く(球状粉末が最適)、粒径が均一な自己溶融粉末であるため、肉盛の安定性が向上する。
(4)粉末供給速度は均一で、通常10〜30g /分です。最適な粒径範囲は150〜300μmです。ガス流量範囲は2.0〜2.5l /分です。
3.ネジの要件
表面仕上げには表面仕上げ合金粉末のネジが必要であり、その前提としてネジ表面に油、錆、明らかな欠陥がないことを確認する必要があります。
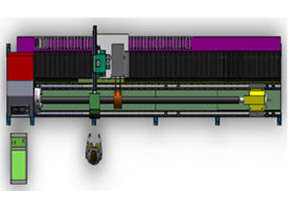
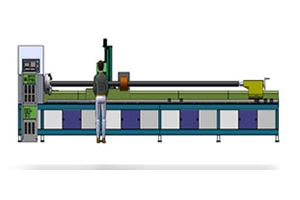
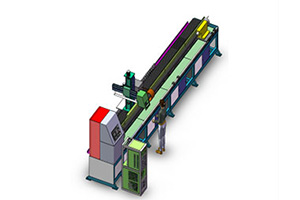
4.機器要件
この装置はプラズマ粉末溶接機と自動溶接装置で構成されています。
(1)プラズマ粉末スタック溶接機
当社が製造するプラズマ粉末スタック溶接機には、dml-v02bd(100A)、dml-v03ad(160A)、dml-v03bd(300A)の3種類があります。出力は大小様々で、実際の作業条件に合わせて選択できます。主エンジン電源は高度に統合された設計を採用し、優れた性能と小型化を実現しています。冷却水タンクには高出力コンプレッサーが搭載されており、冷却水を長時間一定温度に保ち、長時間の連続運転を可能にします。