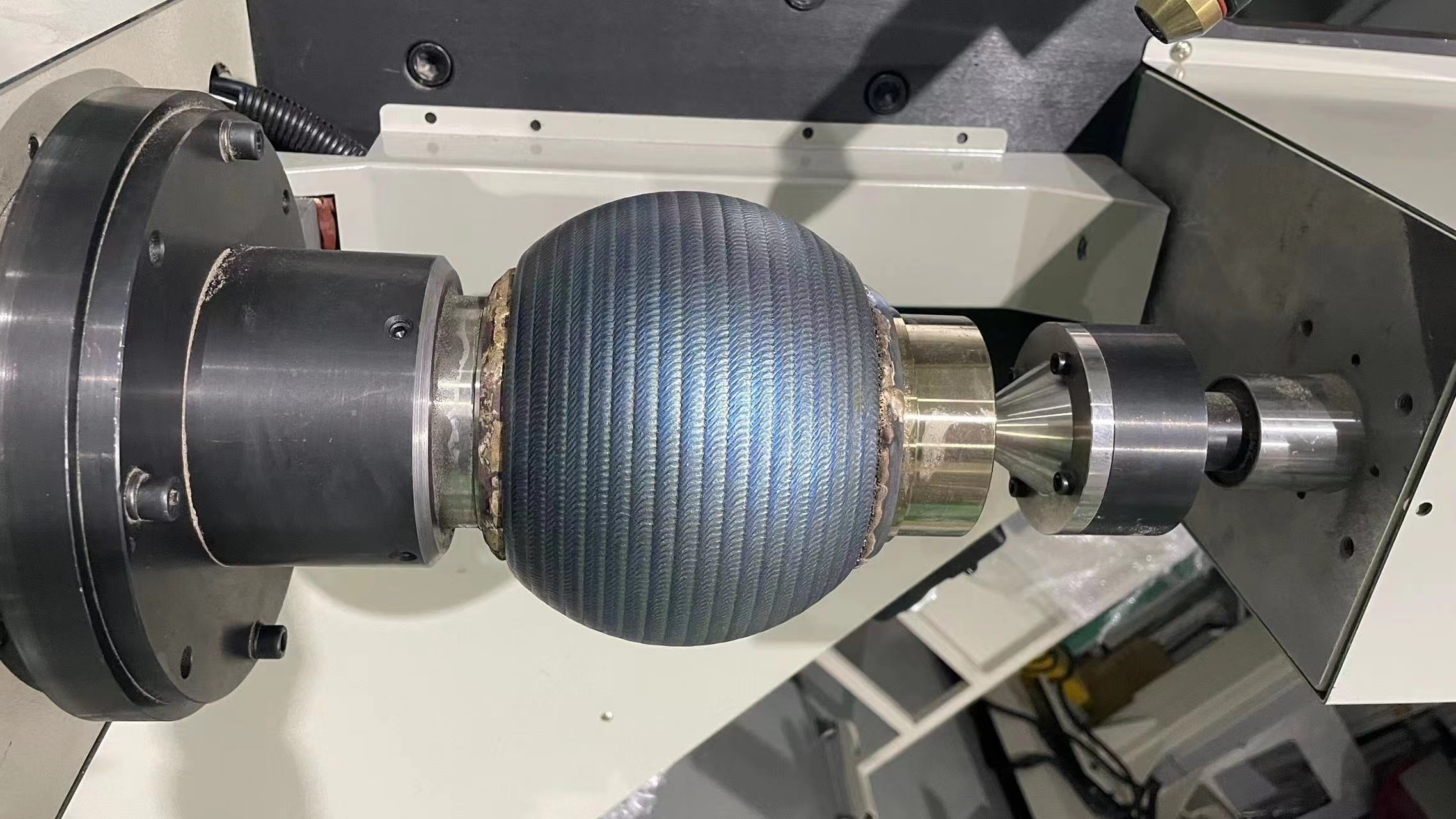
PTA溶接によるボールバルブの表面処理方法
上海多木はPTA溶接によるバルブの表面処理において豊富な経験を持っています。
堆積層が透明で流動性があり、希釈率が安定しており、亀裂がないことがCo 6の浮上です。
知らせ:
A. 表面材が高温に晒されるとビーズが酸化され、
酸化物が溶融池に入り込むように適切に操作しないと、細孔から酸化物が出てくる可能性があります。
B. 溶接面が円弧状であるため、ウィグル加工時にビード両側にスラグが巻き込まれやすい。そのため、休止時間を設ける必要がある。
C. 推奨される溶接モードは、ビードジョイントに過度のストレスによる亀裂が発生する可能性のあるラップの速度が速すぎるのを緩和するための、低速でのウィグル+プログレッションです。
パラメータは以下のとおりです。
| ワークピース | ボールバルブ | ||||
| 直径 | 165ミリメートル | ||||
| 表面仕上げパウダー | Co 6 | ||||
| 表面の厚さ | 2.5ミリメートル | ||||
| 表面処理タイプ | PTA | ||||
| 装備モード | V03BD+ボールバルブツール | ||||
| 予熱時間 | 2H | ||||
| モード予熱 | 電気加熱 | ||||
| 最小温度予熱 | 150℃ | ||||
| 最高温度インターパス | 350℃ | ||||
| 浮上モード | ウィグル + プログレッション | 現在のパラメータ | シールドガス | ||
| 旋回速度 | 0.31回転/分 | 主アーク電流 | 80A | ガス | Ar |
| ウィグル幅 | 8.8ミリメートル | ベース値現在 | 45A | 粉末供給ガス | 3.5L/分 |
| ウィグルスピード | 20mm/秒 | パイロットアーク電流 | 20A | イオンガス | 1.2L/分 |
| 残り時間 | 0.3秒 | 粉末供給速度 | 20g/分 | シールドガス | 10L/分 |
| タイミングよく一時停止 | 0秒 | 時間を上げる | 0.1秒 | ||
| 進行距離 | 6.7mm | ドロップタイム | 0.5秒 | ||
| 進行速度 | 1.4mm/秒 | シールドタイム | 10秒 | ||
| 保温温度 | 450℃で2時間~2.5時間 | ||||
| 出湯温度 | 静止空気中で300℃まで冷却 | ||||

ビデオ
投稿日時: 2022年11月3日