ריתוך TIG (ריתוך TIG, ריתוך בגז אינרטי טונגסטן) הוא סוג של תהליך ריתוך קשת המשתמש באלקטרודות טונגסטן לא מותכות, תחת הגנה של גז אינרטי (בעיקר ארגון). התהליך ידוע בזכות תוצאות הריתוך האיכותיות שלו והוא ניתן ליישום על מגוון רחב של חומרי ריתוך, במיוחד לריתוך פלדת אל-חלד, אלומיניום, מגנזיום וסגסוגותיו וחומרים מתכתיים עקשן או קלים לחמצון אחרים.
עקרון העבודה של ריתוך טיג
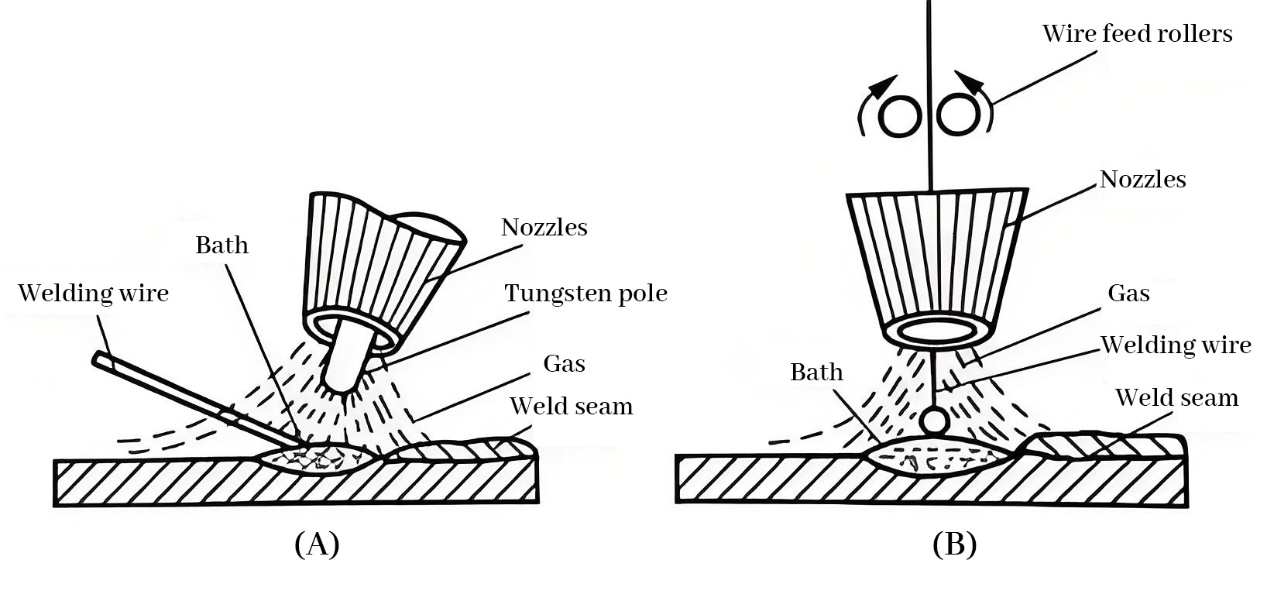
העיקרון הבסיסי של ריתוך TIG הוא לייצר קשת בין אלקטרודת הטונגסטן לחומר העבודה, תוך שימוש בטמפרטורה הגבוהה הנוצרת על ידי הקשת כדי להמיס את חומר העבודה, כך שהוא יוצר חיבור מרותך. בתהליך הריתוך, אלקטרודת הטונגסטן אינה מעורבת בהיתוך, וגז אינרטי (בדרך כלל ארגון) משמש להגנה על אזור הקשת ועל בריכת המותך, כדי למנוע זיהום אטמוספרי של חמצן, חנקן וזיהומים אחרים של הריתוך כדי להבטיח את איכות הריתוך.
רכיבי ריתוך TIG
1. מכונת ריתוך: משמשת לאספקת זרם ולשליטה על עוצמת הקשת.

2. אלקטרודת טונגסטן: כאלקטרודה שאינה נמסה, עמידותה בטמפרטורה גבוהה, לא קל לצרוך את המאפיינים ומתאימה מאוד לריתוך TIG.
3. מבער: הכלי העיקרי לריתוך TIG, המבער מכיל את אלקטרודת הטונגסטן, בעוד שגז אינרטי זורם דרך פיה של המבער כדי להגן על הקשת ועל בריכת המותך.
4. גז אינרטי (ארגון): משמש בעיקר להגנה על קשת הריתוך ועל בריכת המותך, כדי למנוע זיהום של אזור הריתוך על ידי חמצן וחנקן באוויר.
5. מתכת מילוי (אופציונלי): בהתאם לצורך, ניתן להשתמש בחוט מילוי ידני כדי להשלים את חומר הריתוך.
יתרונות ריתוך טיג
1. איכות ריתוך גבוהה: בשל ההשפעה המגנה של גז ארגון, תהליך הריתוך אינו מתחמצן בקלות, הריתוך חלק, ללא התזות, פחות פגמי ריתוך.
2. דיוק ריתוך גבוה: מתאים לריתוך חלקי מדויקים וצלחות דקות, יכול לשלוט בקשת קטנה, ומספק ריתוך עדין מאוד.
3. תחולה רב-חומרי: ריתוך TIG מתאים לריתוך מגוון חומרים, במיוחד נירוסטה, אלומיניום, טיטניום, ניקל וסגסוגותיו ומתכות לא ברזליות אחרות.
4. פעולה גמישה: ניתן לרתך במגוון תנוחות, מתאים למגוון תנוחות ריתוך (ריתוך שטוח, ריתוך אנכי, ריתוך אחורי וכו').
חסרונות של ריתוך טיג
1. איטי יותר: עקב הפעולה העדינה, מהירות הריתוך יחסית איטית, במיוחד באזורים גדולים או ריתוך בפלטות עבות אינו יעיל כמו שיטות אחרות.
2. מורכבות הציוד ועלות גבוהה: הצורך בציוד מיוחד, כגון אלקטרודות טונגסטן, אספקת גז אינרטי וכו', מגדיל את העלות והמורכבות של הריתוך.
3. דרישות מיומנות תפעול גבוהות: דרישות מיומנות התפעול של הרתך גבוהות, למתחילים יש קושי גדול יותר לשלוט בהן, במיוחד בשמירה על יציבות קשת הריתוך ובשליטה על בריכת ההיתוך דורשת ניסיון מסוים.
יישום ריתוך טיג
ריתוך TIG נמצא בשימוש נרחב בתחומים הבאים בשל דיוקו הגבוה ואיכותו הגבוהה של אפקט הריתוך:
1. תעופה וחלל: ריתוך TIG משמש בדרך כלל לריתוך מתכות בעלות חוזק גבוה וסגסוגות קלות בתעופה וחלל, כגון אלומיניום, סגסוגות מגנזיום, טיטניום וכן הלאה.
2. תעשיית הגרעין: הצורך בחוזק גבוה, עמידות בפני קורוזיה וביצועים בטמפרטורה גבוהה של חומרי ריתוך, כגון נירוסטה וסגסוגות מבוססות ניקל.
3. ייצור רכב: משמש בעיקר לריתוך מדויק של חלקי רכב, במיוחד ריתוך גוף מסגסוגת אלומיניום וצינורות פליטה מפלדת אל-חלד.
4. תעשייה פטרוכימית: ריתוך TIG נמצא בשימוש נרחב בריתוך נירוסטה, מיכלי אלומיניום וצינורות.
5. תעשיית בניית ספינות: משמשת לריתוך חלקי פלטות דקות, סגסוגות אלומיניום ופלדת אל-חלד של ספינות.
שלבי תהליך ריתוך TIG
1. הכנה:
נקו את אזור הריתוך והסירו זיהומים כגון שומן ועור מחומצן על פני השטח.
בהתאם לעובי חומר העבודה, יש לבחור את הקוטר המתאים של אלקטרודת הטונגסטן.
הגדר את זרם הריתוך ואת זרימת גז הארגון המתאימים.
2. הצתה: קשת הצתה בתדר גבוה או קשת מגע, כך שהקשת נוצרת בין אלקטרודת הטונגסטן לחומר העבודה.
3. בקרת בריכת מותכת: הרתך צריך לשלוט באורך ובמיקום הקשת, לשלוט בגודל ובצורה של בריכת המותכת כדי להבטיח ריתוך אחיד.
4. מתכת מילוי (אופציונלי): אם נדרש חומר ריתוך נוסף, ניתן למלא את החוט באופן ידני בזמן שהקשת מתיכה את המתכת.
5. כיבוי קשת וקירור: לאחר סיום הריתוך, כבו את הקשת באיטיות והמשיכו להעביר גז ארגון לקירור כדי למנוע חמצון של הריתוך ואלקטרודת הטונגסטן.
אמצעי זהירות לריתוך TIG
1. בחירת אלקטרודת טונגסטן והשחזה: לסוג וצורת אלקטרודת הטונגסטן (צורת הקצה) יש השפעה רבה על יציבות קשת הריתוך, ויש לבחור את אלקטרודת הטונגסטן המתאימה (כגון טונגסטן צריום, טונגסטן תוריום, טונגסטן טהור וכו') בהתאם לחומר הריתוך.
2. בקרת זרימת גז: זרימת ארגון גדולה מדי או קטנה מדי תשפיע על אפקט הריתוך, זרימה גדולה מדי עלולה להוביל למערבולות בזרימת הגז, הגנה קטנה מדי אינה מספקת.
3. אמצעי הגנה: טמפרטורת קשת הריתוך בתהליך ריתוך TIG גבוהה וקרינת אור, ולכן רתכים צריכים ללבוש מסכות מגן, כפפות וציוד מגן אחר, כדי למנוע כוויות או נזק לעיניים כתוצאה מאור קשת הריתוך.
4. בקרת טמפרטורת בריכת המותכת: הצורך לשים לב תמיד לטמפרטורת בריכת המותכת בתהליך הריתוך, כדי למנוע התחממות יתר המובילה לעיוות של חומר העבודה או לפגמים בריתוך.
פגמים נפוצים בריתוך TIG
1. נקבוביות: זרימת גז מגן לא מספקת או פני השטח של חומר העבודה אינם נקיים, עלולים להוביל להיווצרות נקבוביות.
2. לא מחובר: זרם הריתוך אינו מספיק או פעולה לא תקינה, וכתוצאה מכך הריתוך וחומר העבודה אינם מחוברים לחלוטין.
3. סדקים: סדקים עלולים להתרחש כאשר הקירור מהיר מדי במהלך הריתוך או כאשר חומר העבודה נמצא תחת לחץ פנימי גדול מדי.
ריתוך TIG הוא תהליך ריתוך בעל איכות ריתוך גבוהה הניתן לשימוש נרחב, המתאים במיוחד לחומרי מתכת בעלי דרישות גבוהות לאיכות הריתוך. עם זאת, בשל תפעולו המורכב והציוד היקר, הוא משמש בדרך כלל לאירועים בעלי דרישות גבוהות לאיכות הריתוך. שליטה בטכנולוגיית ריתוך בקשת ארגון דורשת רתכים בעלי ניסיון רב ורמה טכנית.
זמן פרסום: 30 בספטמבר 2024