macchina per saldatura ad arco al plasma micro di precisione






Caratteristiche
1、Lamine e fogli possono essere saldati mediante microsaldatura ad arco al plasma; l'energia dell'arco è elevata, la zona termicamente alterata della saldatura è piccola e la deformazione della saldatura è molto ridotta;
2、La colonna ad arco ha un'elevata rigidità, un piccolo effetto foro, una velocità di saldatura elevata e un'elevata efficienza produttiva, che è 3-6 volte superiore a quella della normale saldatura ad argon;
3、Ci sono pochi difetti di saldatura, molti materiali saldabili e un'elevata qualità di saldatura;
4、Ottima produzione ripetitiva, l'elettrodo si restringe nell'ugello, non si sporca facilmente e non brucia;
5、L'arco al plasma ha un'elevata densità energetica, un'elevata temperatura della colonna d'arco e una forte capacità di penetrazione;
6、La colonna ad arco è sottile e ha una forte penetrazione. Il pezzo in lavorazione con pareti sottili può essere saldato direttamente e i tempi di preparazione possono essere ridotti. L'acciaio con spessore di 0,3 ~ 1 mm può essere saldato e formato su entrambi i lati (ad esempio, saldatura su un lato e formatura su entrambi i lati) senza scanalatura. La deformazione da stress è ridotta.
Parametri host Dml-v01a
| Macchina per saldatura ad arco al plasma micro di precisione | |||
| Principali parametri tecnici e modelli | DML-V01A | ||
| Saldatura continua | Saldatura a impulsi | Saldatura a impulsi di precisione | |
| Corrente d'arco (a) | 2.0-5.0 | ||
| Corrente di saldatura (a) | 0.1-10-40 | ||
| Corrente di base (a) | 0.1-10-40 | ||
| Tempo di salita (s) | 0,0-5,0 | ||
| Tempo di discesa (s) | 0,0-5,0 | ||
| Tempo di saldatura (MS) |
| 1-500 | 1-500 |
| Tempo di intervallo (MS) |
| 10-500 |
|
| Consegna aerea in anticipo (s) | 1-10 | ||
| Ritardo del gas (s) | 1-20 | ||
| Gas ionico (L/min) | 0,25-2,5 | ||
| Gas di protezione (L/min) | 1-25 | ||
| Tensione di ingresso (V) | AC220V, 50HZ | ||
| Capacità di ingresso nominale (kVA) | 1.1 | ||
| Tasso di durata del carico (%) | 60% | ||
| Peso (kg) | 28 | ||
| Dimensioni esterne dell'alimentatore (mm) | 590*330*300 | ||
Vantaggi
1、Lo spessore della striscia di saldatura è inferiore a quello della saldatura ad arco di argon, solitamente 0,3-0,5 mm. Può essere saldata senza arricciarsi e la qualità della saldatura è buona.
2、Nella saldatura automatica continua di tubi, la variazione della lunghezza dell'arco al plasma ha scarso effetto sulla qualità della saldatura, che è diversa da quella della saldatura ad arco di argon.
3、Quando la corrente di saldatura è molto piccola (meno di 3 A), la stabilità dell'arco micro plasma è buona, mentre la stabilità dell'arco argon è scarsa.
4、Grazie alla concentrazione del calore, la velocità di saldatura dell'arco microplasma è superiore a quella della saldatura ad arco argon e la produttività è elevata.
5、Può saldare una varietà di metalli, tra cui acciaio inossidabile, metalli non ferrosi e metalli refrattari.
Campi di applicazione
1、Componenti elettronici ed elettrici (termocoppia, motore, lamiera di acciaio al silicio, ecc.)
2、Strumenti, apparecchiature mediche (soffietti metallici, componenti di strumenti di precisione, ecc.)
3、Anche la saldatura di metalli speciali (come titanio, nichel, molibdeno e altri metalli speciali) può realizzare una saldatura efficiente.
4、Aeronautica e aerospaziale (accessori per aeromobili, accessori per stazioni spaziali, relè, sensori di gas, ecc.)
La microsaldatura automatica continua ad arco plasma di tubi a parete ultrasottile è simile al processo di saldatura ad arco a compressione chiusa. Il manicotto isolante viene installato tra il manicotto della matrice di saldatura e la torcia di saldatura per garantire un isolamento affidabile tra la torcia di saldatura al plasma e le parti metalliche. Allo stesso tempo, l'argon protettivo viene sigillato in una piccola camera. I parametri di processo della microsaldatura ad arco plasma per tubi a parete ultrasottile sono superiori a quelli della saldatura ad arco argon. Oltre alla corrente di saldatura, alla velocità di saldatura e al flusso del gas protettivo, ci sono anche la portata del gas di lavoro e la composizione del gas protettivo. Questi parametri influiscono sulla qualità della saldatura. L'esperienza dimostra che i principali parametri di processo che influenzano la produttività dei tubi a parete ultrasottile sono la corrente di saldatura, la portata del gas di lavoro e il diametro del foro dell'ugello.
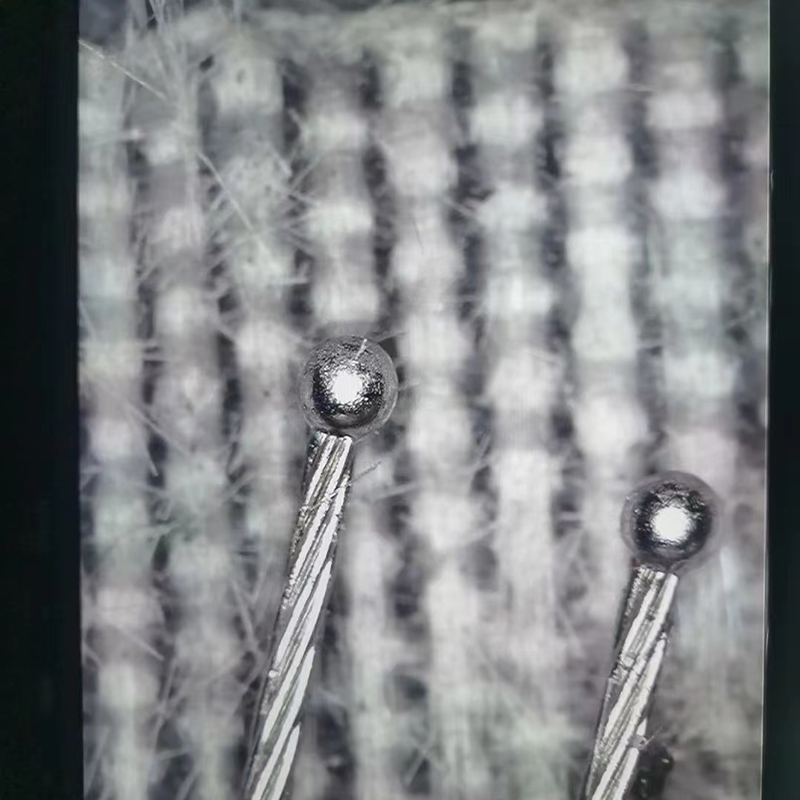
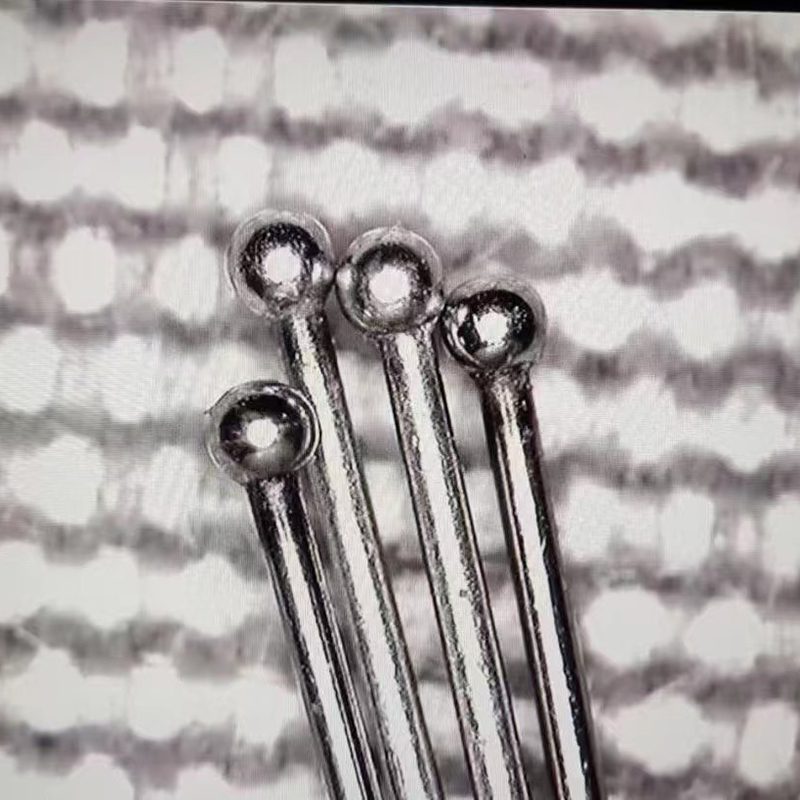
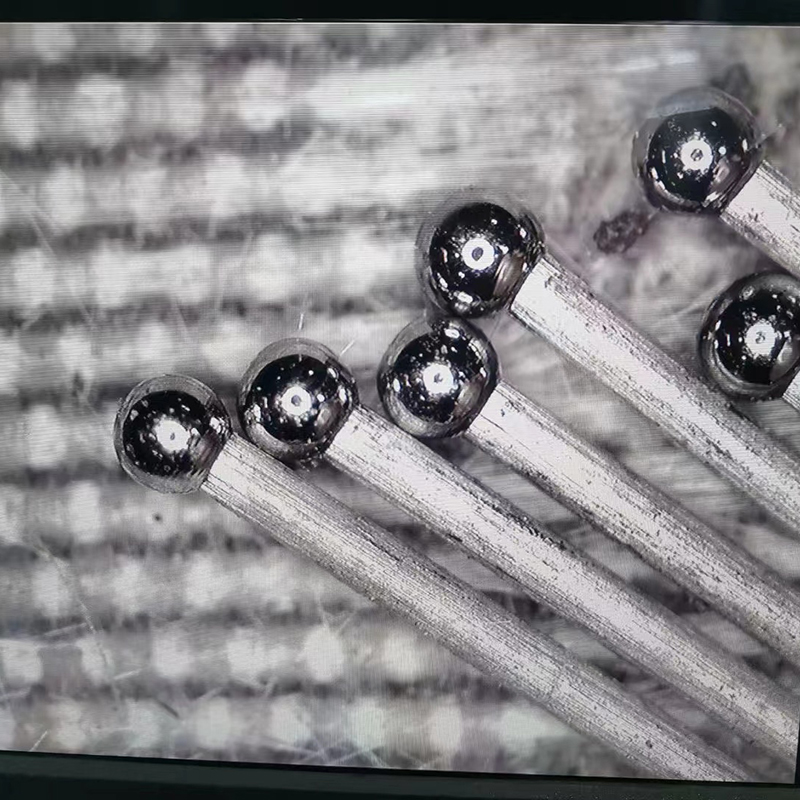
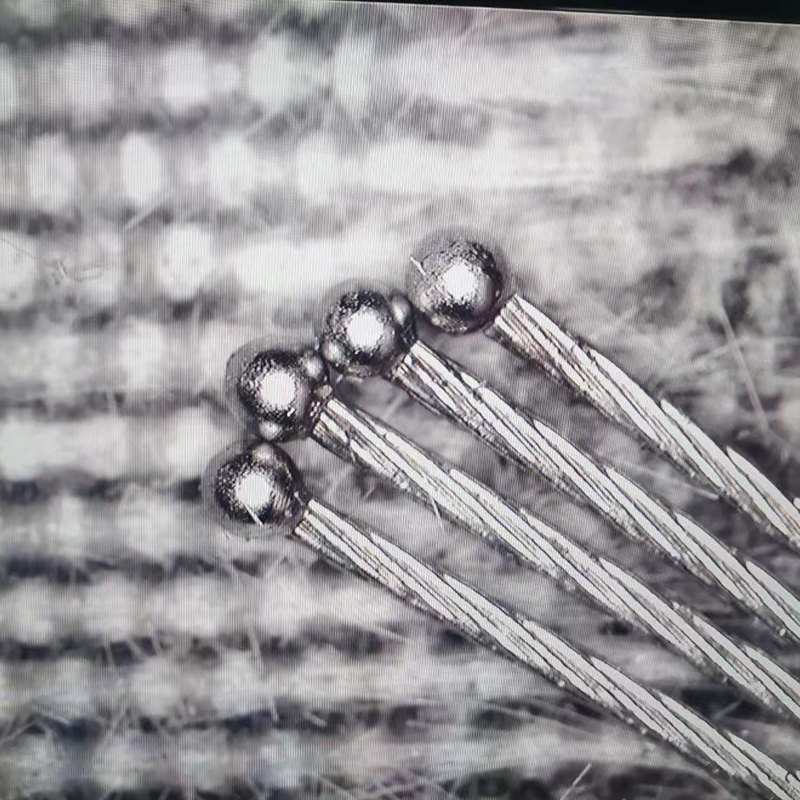
Visualizzazione delle immagini