Saldatura ad arco al plasma(PAW) e saldatura ad arco di tungsteno (GTAW, nota anche come saldatura con gas inerte di tungsteno,Saldatura TIG) presentano molte somiglianze di processo, ma presentano anche alcune differenze significative. Di seguito sono riportate le principali differenze:
1. Metodo di formazione dell'arco
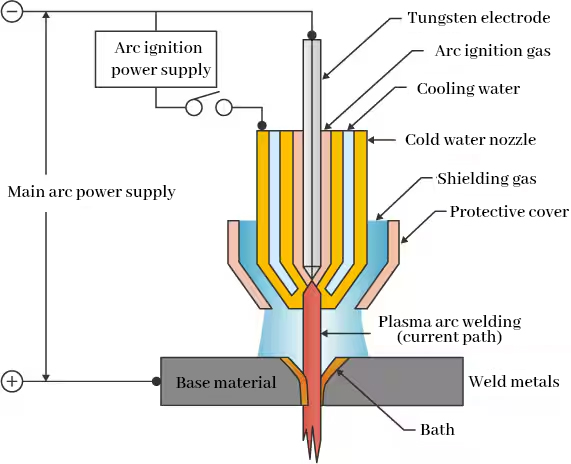
-Saldatura ad arco al plasma (PAW): La tecnologia PAW utilizza un arco al plasma controllato generato da gas ionizzato all'interno della torcia e compresso attraverso un piccolo ugello. Poiché l'arco è confinato dall'ugello, risulta più concentrato e ha una maggiore densità di energia. Questi archi al plasma possono essere classificati in due tipologie: **Arco non trasferito** E **Arco trasferito**. L'arco non trasferito viene utilizzato per stabilizzare il processo di saldatura, mentre l'arco trasferito viene utilizzato per saldare il materiale.
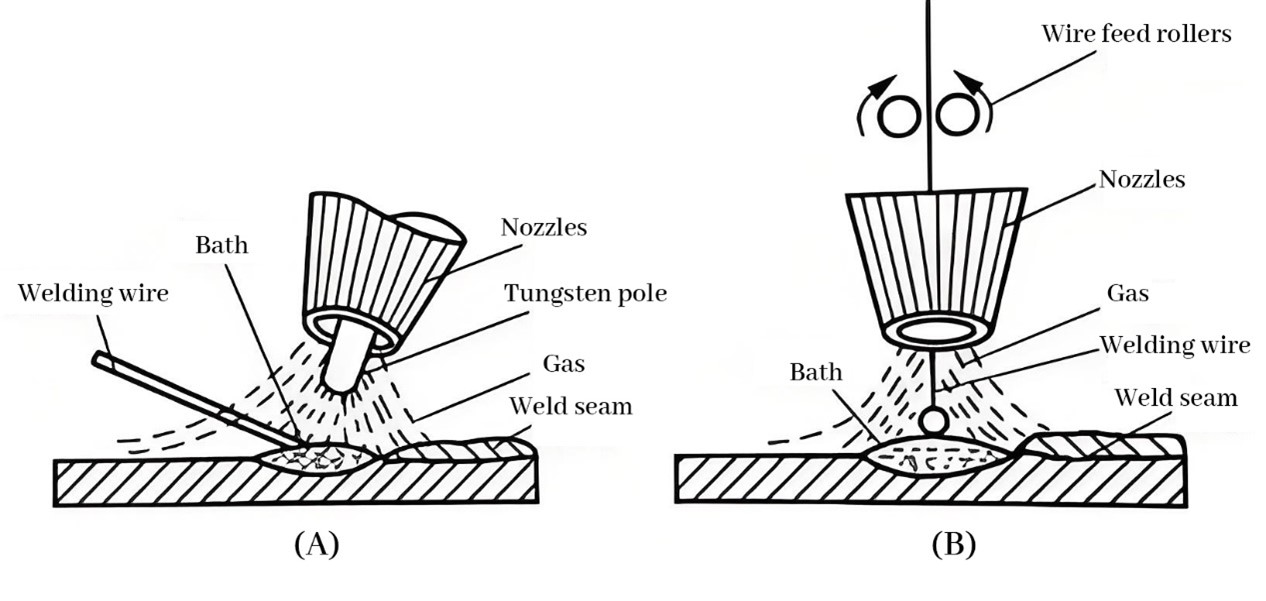
-GTAW (saldatura TIG): La saldatura GTAW utilizza un elettrodo di tungsteno non fuso per produrre un arco, che viene applicato direttamente al pezzo saldato e non viene compresso dall'ugello. Questo arco ha una forma più naturale e diffusa.
2. Precisione dell'arco e densità di energia
- PAW: L'arco al plasma viene compresso dall'ugello, l'arco è più concentrato, la densità di energia è maggiore, la penetrazione della saldatura è maggiore, adatta alla saldatura di precisione di materiali più spessi. Inoltre, la PAW produce un cordone di saldatura più stretto e una maggiore profondità di fusione.
- GTAW: l'arco della saldatura GTAW è più ampio, con una densità di energia relativamente bassa, adatto alla saldatura di materiali sottili. Il controllo della saldatura è migliore, ma la capacità di penetrazione non è buona come quella della saldatura a filo continuo.
3. Gas protettivo
- PAW: La PAW utilizza due gas: **gas ionico** e **gas di protezione**. Il gas ionizzante (solitamente argon) viene utilizzato per formare l'arco al plasma, mentre il gas di protezione (come argon o elio) viene utilizzato per proteggere la zona di saldatura dall'ossidazione.
- GTAW: la saldatura GTAW solitamente utilizza un solo gas inerte (ad esempio argon o elio) per proteggere l'area di saldatura dall'ossigeno e dall'azoto atmosferici che reagiscono con la massa fusa.
4. Elettrodi

- PAW: l'elettrodo di tungsteno nel PAW è circondato da un ugello e non è esposto direttamente alla zona di saldatura, il che si traduce in una maggiore durata dell'elettrodo e in un processo di saldatura più stabile.
- GTAW: nella saldatura GTAW, l'elettrodo di tungsteno è esposto alla zona di saldatura ed è soggetto a contaminazione e usura, richiedendo quindi una manutenzione e una sostituzione frequenti dell'elettrodo.
5. Scenari applicativi


- PAW: Grazie all'elevata densità energetica e alla concentrazione dell'arco al plasma, la tecnologia PAW è adatta per materiali più spessi, saldature di precisione e applicazioni ad alta produttività, in particolare nell'industria aerospaziale, nucleare e nella saldatura di tubi in acciaio inossidabile a pareti spesse.
- GTAW: la saldatura GTAW è adatta per saldature di precisione a basso apporto di calore ed è utilizzata soprattutto su materiali sottili e saldature impegnative (ad esempio alluminio, magnesio, acciaio inossidabile, ecc.). È ideale per la produzione di parti di precisione e piccole operazioni di saldatura.
6. Difficoltà operativa
- PAW: Grazie all'uso di un arco al plasma compresso, l'operazione è relativamente più complessa e il costo dell'attrezzatura è più elevato, ma offre velocità di saldatura più elevate e capacità di fusione profonda.
- Saldatura a filo continuo (GTAW): la saldatura a filo continuo (GTAW) è relativamente semplice da utilizzare e l'attrezzatura è relativamente economica. È uno dei processi più comuni utilizzati nella saldatura manuale e automatica.
Riepilogo
La saldatura ad arco al plasma (PAW) e la saldatura GTAW sono simili in linea di principio, in quanto entrambe generano un arco attraverso un elettrodo di tungsteno e proteggono la saldatura con un gas inerte, ma l'arco PAW è compresso e l'energia è più concentrata, il che la rende adatta a materiali più spessi e a saldature ad alta precisione, mentre la saldatura GTAW è più adatta alla saldatura di materiali sottili con un basso apporto termico. Le due tecniche differiscono in termini di spessore della saldatura, densità di energia, tipo di gas di protezione e difficoltà operativa.
Data di pubblicazione: 29 settembre 2024