I. Panoramica dei principi
Il rivestimento al plasma è un processo di rivestimento avanzato che utilizza l'arco plasma a idrogeno come fonte di calore e la lega in polvere come materiale d'apporto. Rispetto alla tradizionale saldatura elettrica, alla saldatura ad arco a idrogeno e ad altri metodi di rivestimento, il rivestimento al plasma con polvere offre uno stampaggio a iniezione, una profondità di fusione controllabile, un'elevata adesione, una buona densità, una facile automazione e altre caratteristiche, ed è quindi il più adatto per le aziende di valvole che desiderano richiedere una licenza per la produzione di apparecchiature speciali.
Le aziende produttrici di valvole richiedono la certificazione di livello A per la licenza di produzione di attrezzature speciali (TS); il dipartimento di certificazione competente richiede l'attrezzatura necessaria.
Flusso di lavoro delle apparecchiature di rivestimento in polvere al plasma
(1) Generazione di archi
All'interno dell'apparecchiatura sono presenti due tipi di generatori di arco, che forniscono rispettivamente arco non trasferibile e arco trasferibile. I poli negativi delle due sorgenti di alimentazione sono collegati in parallelo e collegati all'elettrodo di saldatura (polo negativo) della pistola di saldatura tramite un cavo. Il terminale positivo dell'alimentatore dell'arco non trasferibile è collegato all'ugello della pistola di saldatura tramite un cavo, mentre il terminale positivo dell'alimentatore dell'arco trasferibile è collegato al pezzo da saldare tramite un cavo. L'acqua di raffreddamento viene convogliata alla pistola di saldatura tramite cavi raffreddati ad acqua per raffreddare l'ugello e l'elettrodo. L'idrogeno gassoso entra nella pistola di placcatura attraverso un'elettrovalvola e un misuratore di portata a galleggiante. All'accensione dell'alimentatore, l'arco non trasferibile viene innescato da una scintilla ad alta frequenza. L'arco non trasferibile viene quindi innescato dal percorso conduttivo creato dalla fiamma dell'arco non trasferibile tra l'elettrodo di saldatura e il pezzo da saldare. Dopo l'accensione dell'arco di trasferimento, quest'ultimo può mantenere o interrompere l'arco non trasferibile.
Mantenere o interrompere l'arco non trasferito. L'uso principale dell'arco trasferito sulla superficie del pezzo in lavorazione è quello di produrre un bagno di fusione.
(2) uscita della polvere di saldatura
La polvere di lega viene fornita in continuo dall'alimentatore in base alla quantità richiesta e viene inviata alla torcia di saldatura tramite un flusso d'aria di alimentazione (generalmente idrogeno) e soffiata nell'arco. La polvere di lega nella colonna dell'arco viene preriscaldata, fusa o semifusa, spruzzata nel bagno di fusione del pezzo in lavorazione, completamente fusa nel bagno di fusione e scaricata.
la piscina è completamente sciolta, il gas viene scaricato e le scorie galleggiano fuori.
(3) Regolazione dei parametri
Regolando la corrente dell'arco di trasferimento e dell'arco di non trasferimento, la quantità di polvere alimentata e altri parametri delle specifiche di processo, è possibile controllare la polvere di lega fusa e il calore trasferito al pezzo. Con il movimento relativo della torcia di saldatura e del pezzo, la pozza di lega fusa si è gradualmente solidificata sul pezzo, ottenendo lo strato di deposizione desiderato.
Sul pezzo in lavorazione si ottiene lo strato di lega desiderato.
Caratteristiche del processo di rivestimento in polvere al plasma
Rivestimento al plasma grazie all'uso dell'arco al plasma come fonte di calore e all'impiego di polvere di lega come metallo d'apporto, che presenta numerosi vantaggi rispetto ad altri metodi di rivestimento superficiale.
Rispetto ad altri metodi di rivestimento superficiale, presenta numerosi vantaggi.
• (1)velocità di rivestimento elevata, elevata produttività.
• (2) Profondità di fusione controllabile, basso tasso di diluizione.
• (3) La superficie di superficie è piatta e liscia, ad alta densità, può realizzare una superficie di superficie di 0,5-5 mm alla volta.
• (4) La stabilità del processo è buona, la qualità dello strato di saldatura a spruzzo è elevata, è possibile ottenere uno strato di superficie stabile e continuo per lungo tempo e una superficie di superficie senza porosità, senza porosità, tracoma e altri problemi di qualità della superficie sulla superficie.
• (5) La preparazione della polvere di lega è semplice, utilizzando un'ampia gamma di materiali, è possibile scegliere di utilizzare materiali di consumo per saldatura a polvere a base di trapano, a base di Jin, a base di ferro, a base di rame e può essere formulata direttamente in base alle condizioni di lavoro. E può essere formulata direttamente in base alle condizioni di lavoro.
• (6) Può essere dotato di macchine e robot speciali in base alle esigenze, il che rende facile realizzare l'automazione e ridurre l'intensità del lavoro.
II. Composizione dell'attrezzatura
L'attrezzatura è composta principalmente da una macchina per la saldatura al plasma e da utensili per la saldatura automatica (opzionali).
1. Macchina per saldatura al plasma con polvere
La nostra azienda produce un totale di tre tipi di macchine per rivestimento al plasma con polvere: DML-V02BD (100 A), DML-V03AD (160 A), DML-V03BD (300 A), con potenze variabili, a seconda delle esigenze di lavoro effettive. L'alimentatore host adotta un sistema altamente integrato.
L'alimentatore dell'host adotta un design altamente integrato, prestazioni superiori e un volume ridotto, mentre il serbatoio di refrigerazione è installato con un compressore ad alta potenza, in grado di mantenere l'acqua refrigerata a una temperatura costante per lungo tempo, garantendo un funzionamento continuo per lungo tempo.
Può mantenere l'acqua refrigerata a una temperatura costante per lungo tempo e garantire un funzionamento continuo a lungo termine.

Fig. 1 Integrazione di più apparecchiature di rivestimento in polvere al plasma
2. Macchine automatiche per la levigatura
Per la finitura superficiale delle guarnizioni delle valvole, la nostra azienda ha sviluppato una serie di macchine speciali per la finitura superficiale, applicabili a valvole a farfalla eccentriche, valvole a saracinesca, valvole a sfera, valvole a globo, valvole di regolazione e altre valvole per uso generico nel settore, e ha prestato servizio presso la Shanghai Valve Factory Co.
Ltd. e decine di produttori di valvole come Zhejiang Lianda Valve Group Co.
La macchina specializzata adotta il metodo del posizionatore generale e del braccio meccanico, con motore passo-passo (servomotore opzionale), slitta lineare, pendolo, dispositivo di tracciamento della pressione dell'arco.
La macchina è dotata di motore passo-passo (servomotore opzionale), guida di scorrimento lineare, pendolo, dispositivo di tracciamento della pressione dell'arco (opzionale), ecc., che garantisce la precisione di spostamento e la riduzione delle vibrazioni. Sistema di controllo macchina specializzato con PLC integrato.
È possibile programmare una varietà di programmi di rivestimento per una varietà di prodotti complessi, più facili da utilizzare rispetto ai normali sistemi CNC.
Inoltre, è possibile aggiungere un sistema di controllo CNC in base alle esigenze del cliente. Il meccanismo rotante è azionato da un meccanismo di supporto rotante di precisione, dotato di elevata capacità portante ed elevata precisione di rotazione, e il meccanismo rotante è azionato da un meccanismo di supporto rotante di precisione.
Il meccanismo rotante è azionato da un meccanismo di supporto rotante di precisione con cuscinetto ad alto carico ed elevata precisione di rotazione, ed è controllato da un servomotore, che rende l'angolo di rotazione preciso.
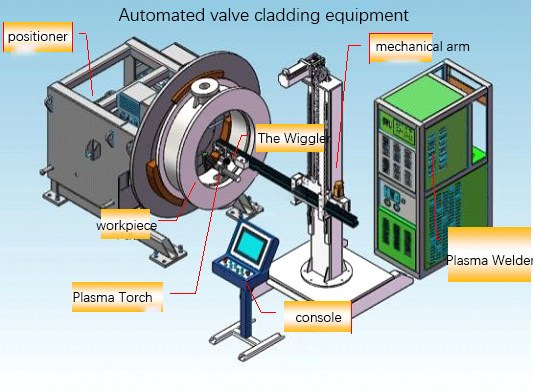
Fig.2 Diagramma di riferimento del progetto della macchina di rivestimento automatico della valvola
III. Foto efficaci

Fig.3 Foto di parte del rivestimento della superficie di tenuta della valvola
Data di pubblicazione: 28-10-2024