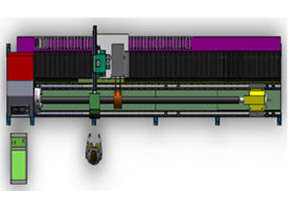
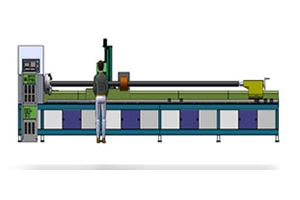
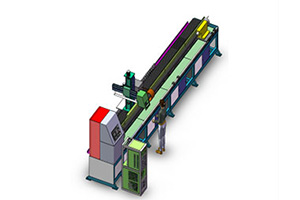
DLG-NC401 Saldatrice automatica a vite

Processo di lavoro
(1) Generazione di archi
All'interno dell'apparecchiatura sono presenti due tipi di dispositivi generatori di arco, che forniscono rispettivamente arco non trasferito e arco trasferito. Gli elettrodi negativi dei due alimentatori sono collegati in parallelo e collegati all'elettrodo di tungsteno (elettrodo negativo) della pistola per saldatura a pila tramite un cavo. Il polo positivo dell'alimentatore dell'arco non trasferito è collegato all'ugello della pistola per saldatura a pila tramite il cavo, mentre il polo positivo dell'alimentatore dell'arco trasferito è collegato al pezzo in lavorazione tramite il cavo. L'acqua di raffreddamento viene convogliata alla pistola per saldatura tramite il cavo raffreddato ad acqua per raffreddare l'ugello e l'elettrodo. L'argon entra nella torcia di saldatura tramite l'elettrovalvola e il rotametro. Dopo l'accensione, l'arco non trasferito viene acceso da una scintilla ad alta frequenza. Quindi l'arco trasferito viene acceso dal canale conduttivo tra l'elettrodo di tungsteno e il pezzo in lavorazione generato dalla fiamma dell'arco non trasferito. Dopo l'accensione dell'arco trasferito, l'arco non trasferito può essere mantenuto o interrotto. Utilizza principalmente l'arco trasferito per produrre una pozza fusa sulla superficie del pezzo in lavorazione.
(2) Uscita della polvere di saldatura
La polvere di lega viene fornita continuamente dall'alimentatore di polvere in base alla richiesta e viene inviata alla pistola di saldatura con l'ausilio del gas di alimentazione della polvere (generalmente argon) e soffiata nell'arco. La polvere di lega viene riscaldata in anticipo nella colonna dell'arco, allo stato fuso o semifuso, e spruzzata nella pozza fusa del pezzo in lavorazione, dove viene completamente fusa e il gas e le scorie vengono scaricati.
(3) Regolazione dei parametri
Regolando la corrente dell'arco di trasferimento e dell'arco di non trasferimento, la quantità di polvere alimentata e altri parametri di processo, è possibile controllare il calore trasferito al pezzo in lavorazione e alla polvere di lega fusa. Con il movimento relativo della pistola di saldatura e del pezzo in lavorazione, il bagno di lega si solidifica gradualmente e si ottiene lo strato di deposito di lega richiesto sul pezzo in lavorazione.
Caratteristiche
Rispetto ad altri metodi di rivestimento, il rivestimento al plasma presenta numerosi vantaggi perché utilizza l'arco al plasma come fonte di calore e la polvere di lega come metallo d'apporto.
(1) Elevata velocità di rivestimento e alta produttività.
(2) La penetrazione è controllabile e il tasso di diluizione è basso.
(3) La superficie di superficie è piana e liscia con elevata densità e la superficie di superficie di 0,5-5 mm può essere completata in una volta.
(4) Lo strato superficiale stabile può essere ottenuto in modo continuo per lungo tempo e la superficie superficiale non presenta problemi di qualità come porosità e tracoma.
(5) La polvere di lega è facile da preparare e può essere utilizzata in un'ampia gamma di materiali. È possibile selezionare materiali di saldatura in polvere a base di cobalto, nichel, ferro e rame e la formula può essere formulata direttamente in base alle condizioni di lavoro.
(6) Può essere dotato di macchine speciali, robot, ecc. in base alla domanda, il che rende facile realizzare l'automazione e ridurre l'intensità del lavoro.
(7) Il tasso di utilizzo della polvere è elevato e può raggiungere oltre il 75%.
Panoramica
La vite è la parte centrale dei macchinari per la plastica, la sua durata è molto limitata e rappresenta un pezzo di ricambio vulnerabile. Nell'applicazione industriale, per migliorare l'efficienza produttiva, ridurre i tempi di fermo macchina, la manutenzione e così via, il trattamento di rinforzo superficiale (resistenza all'usura, resistenza alle alte temperature e resistenza alla corrosione) della vite viene realizzato mediante rivestimento al plasma, in modo da soddisfare i requisiti delle condizioni di lavoro.
Materiale
Oltre il 90% dei produttori di materiali per corpi vite per macchinari in plastica utilizza 38CrMoAl (acciaio nitrurato avanzato) e alcuni utilizzano 42CrMo.
38CrMoAl è un tipo di acciaio nitrurato avanzato, utilizzato principalmente per la nitrurazione di parti con elevata resistenza all'usura, elevata resistenza alla fatica e dimensioni precise dopo il trattamento termico, o varie parti nitrurate con basso carico d'impatto ma elevata resistenza all'usura, come barre alesatrici, mandrini di rettifica, mandrini di torni automatici, viti senza fine, viti di precisione, ingranaggi di precisione, valvole ad alta pressione, steli, manometri, modelli, rulli, stampi di imitazione, blocchi cilindri, ecc. Biella del compressore, regolatore, manicotto rotante e manicotto fisso della turbina a vapore, varie parti resistenti all'usura di estrusori di gomma e plastica, ecc.
Tecnologia di superficie
1.Materiale di superficie
Polvere di lega a base di nichel (nichel 60 generico) e polvere di carburo a base di nichel (aggiungendo la corrispondente proporzione di polvere di carburo con nichel 60 come polvere di base in base alla richiesta del prodotto).
2.Requisiti di polvere
(1) In base alle proprietà richieste dei prodotti (resistenza all'usura, resistenza alla corrosione, resistenza alle alte temperature), scegliere la polvere di lega appropriata.
(2) Il coefficiente di dilatazione termica della polvere di lega dovrebbe essere vicino a quello del materiale della matrice. Per evitare che il coefficiente di dilatazione termica sia troppo grande, con conseguente maggiore stress da ritiro, con conseguente formazione di crepe nel prodotto. La formazione di crepe può anche essere controllata mediante preriscaldamento e conservazione del calore.
(3) La polvere di lega è una polvere autofondente con buona fluidità (la polvere sferica è la migliore) e granulometria uniforme. La stabilità della superficie può essere migliorata.
(4) La velocità di alimentazione della polvere è uniforme e la velocità è generalmente 10-30 g / min. La migliore gamma di dimensioni delle particelle è 150-300 mo. Intervallo di flusso del gas 2,0-2,5 l / min
3.Requisiti delle viti
La superficie di superficie necessita della vite in polvere di lega di superficie e la premessa è garantire che la superficie della vite sia priva di olio, ruggine e difetti evidenti.
4.Requisiti dell'attrezzatura
L'attrezzatura è composta da una macchina per la saldatura al plasma e da un'attrezzatura per la saldatura automatica.
(1) Macchina per saldatura a plasma e polvere
La nostra azienda produce tre tipi di saldatrici al plasma a polvere: DML-V02BD (100A), DML-V03AD (160A) e DML-V03BD (300A). La potenza varia da grande a piccola, e può essere selezionata in base alle condizioni di lavoro effettive. L'alimentazione del motore principale adotta un design altamente integrato, con prestazioni superiori e volume ridotto. Il serbatoio dell'acqua di refrigerazione è dotato di un compressore ad alta potenza, in grado di mantenere l'acqua di refrigerazione a temperatura costante per lungo tempo e garantire un funzionamento continuo per un lungo periodo.
Video
-

FB-200P Saldatrice al plasma automatica per ...
-

Ricerca e sviluppo indipendenti di superfici al plasma...
-

Saldatrice TIG per alluminio——DFC-WSME550
-

Sistema di rivestimento al plasma planare DNC2000
-

Torcia per saldatura a fori profondi 120A
-

Anello di detriti economico e funzionale per torcia al plasma





