machine de soudage à l'arc plasma micro de précision






Caractéristiques
1、Les feuilles et les tôles peuvent être soudées par soudage à l'arc plasma micro ; l'énergie de l'arc est élevée, la zone affectée thermiquement par le soudage est petite et la déformation de soudage est très faible ;
2、La colonne d'arc présente une grande rigidité, un effet de petit trou, une vitesse de soudage rapide et une efficacité de production élevée, soit 3 à 6 fois supérieure à celle du soudage à l'argon ordinaire ;
3、Il y a peu de défauts de soudure, de nombreux matériaux soudables et une qualité de soudure élevée ;
4、Excellente production répétitive, rétrécissement de l'électrode dans la buse, peu de risques de pollution et de combustion ;
5、L'arc plasma possède une densité d'énergie élevée, une température de colonne d'arc élevée et une forte capacité de pénétration ;
6、La colonne arquée est élancée et offre une forte pénétration. Les pièces à parois minces peuvent être soudées directement, ce qui réduit le temps de préparation. L'acier d'une épaisseur de 0,3 à 1 mm peut être soudé et formé sur ses deux faces (soudage simple face et formage double face) sans rainure. La déformation due aux contraintes est faible.
Paramètres de l'hôte Dml-v01a
| machine de soudage à l'arc plasma micro de précision | |||
| Principaux paramètres techniques et modèles | DML-V01A | ||
| Soudage continu | Soudage par impulsion | Soudage par impulsion de précision | |
| Courant d'arc (a) | 2.0-5.0 | ||
| courant de soudage (a) | 0,1-10-40 | ||
| Courant de base (a) | 0,1-10-40 | ||
| Temps de montée (s) | 0,0-5,0 | ||
| Temps de descente (s) | 0,0-5,0 | ||
| Temps de soudage (MS) |
| 1-500 | 1-500 |
| Intervalle de temps (MS) |
| 10-500 |
|
| Livraison aérienne à l'avance (s) | 1-10 | ||
| Délai de gaz (s) | 1-20 | ||
| Gaz ionisé (L/min) | 0,25-2,5 | ||
| Gaz protecteur (L/min) | 1-25 | ||
| Tension d'entrée (V) | 220 V CA, 50 Hz | ||
| Capacité d'entrée nominale (kVA) | 1.1 | ||
| Taux de durée de chargement (%) | 60 % | ||
| Poids (kg) | 28 | ||
| Dimensions extérieures de l'alimentation (mm) | 590*330*300 | ||
Avantages
1、L'épaisseur de la bande de soudure est inférieure à celle du soudage à l'arc sous argon, généralement de 0,3 à 0,5 mm. Elle peut être soudée sans enroulement et la qualité de la soudure est bonne.
2、Dans le soudage automatique continu des tubes, la variation de la longueur de l'arc plasma a peu d'effet sur la qualité de la soudure, contrairement au soudage à l'arc sous argon.
3、Lorsque le courant de soudage est très faible (moins de 3 A), la stabilité de l'arc micro-plasma est bonne, tandis que la stabilité de l'arc argon est mauvaise.
4、Grâce à la concentration de chaleur, la vitesse de soudage à l'arc microplasma est supérieure à celle du soudage à l'arc argon, et la productivité est élevée.
5、Peut souder divers métaux, notamment l'acier inoxydable, les métaux non ferreux et les métaux réfractaires.
Domaines d'application
1、Composants électroniques et électriques (thermocouple, moteur, tôle d'acier au silicium, etc.)
2、Instruments, équipements médicaux (soufflets métalliques, composants d'instruments de précision, etc.)
3、Le soudage de métaux spéciaux (tels que le titane, le nickel, le molybdène et d'autres métaux spéciaux) peut également être réalisé efficacement.
4、Aéronautique et aérospatiale (accessoires pour aéronefs, accessoires pour stations spatiales, relais, capteurs de gaz, etc.)
Le soudage micro-plasma continu et automatique de tubes à paroi ultra-mince est similaire au procédé de soudage à l'arc sous compression fermée. Un manchon isolant est installé entre le manchon de la matrice de soudage et la torche de soudage afin de garantir une isolation fiable entre la torche de soudage plasma et les pièces métalliques. Simultanément, l'argon de protection est confiné dans une petite chambre. Les paramètres de soudage micro-plasma pour tubes à paroi ultra-mince sont plus nombreux que ceux du soudage à l'arc sous argon. Outre le courant de soudage, la vitesse de soudage et le débit de gaz de protection, il faut également prendre en compte le débit du gaz de travail et la composition du gaz de protection. Ces paramètres influent sur la qualité du soudage. L'expérience montre que les principaux paramètres affectant la productivité du soudage de tubes à paroi ultra-mince sont le courant de soudage, le débit du gaz de travail et le diamètre de l'orifice de la buse.
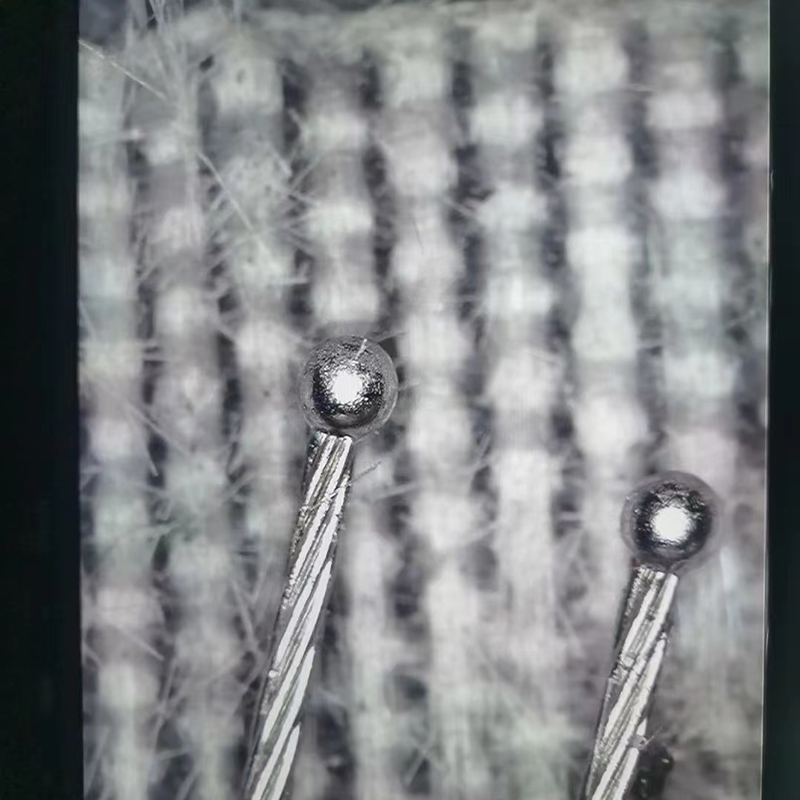
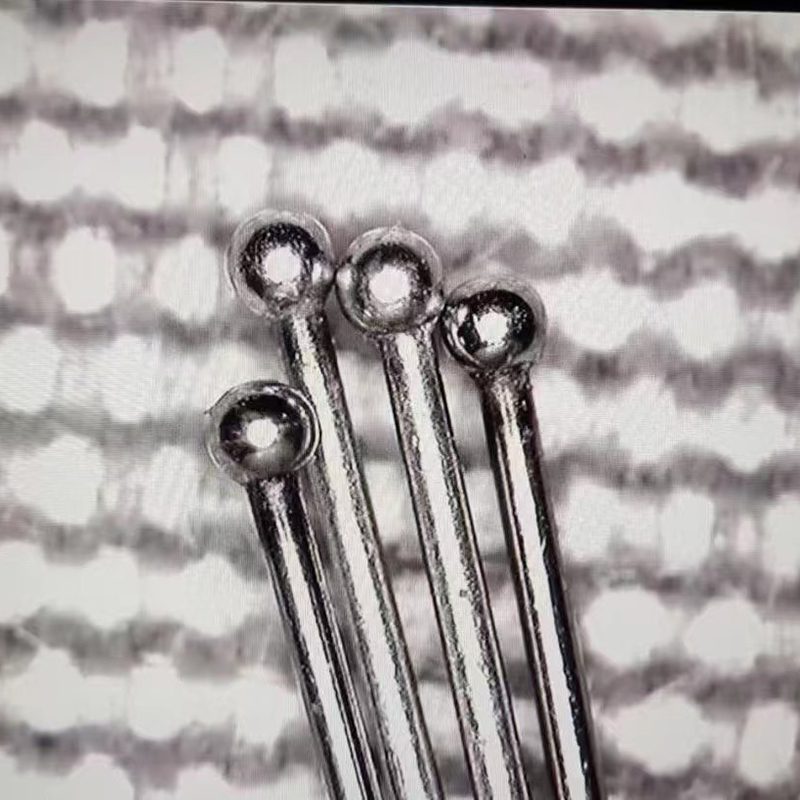
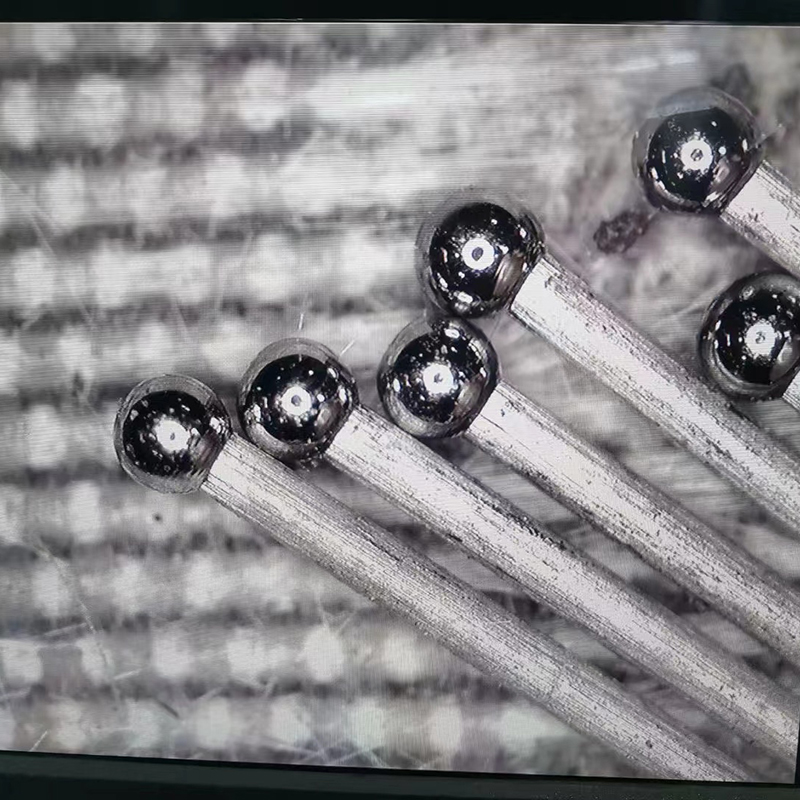
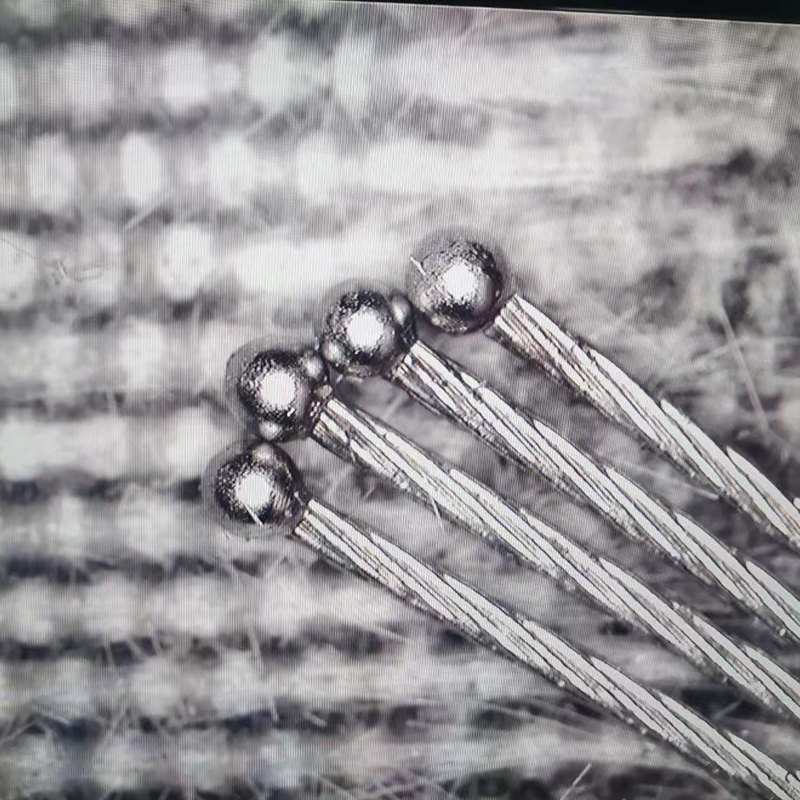
Affichage d'images