Il existe de nombreuses méthodes de soudage, chacune présentant des principes, des avantages et des inconvénients qui lui sont propres, ainsi que des domaines d'application spécifiques. Vous trouverez ci-dessous une description détaillée des méthodes de soudage courantes, incluant leurs principes, leurs caractéristiques, leurs avantages et inconvénients, leurs domaines d'application et une analyse comparative avec d'autres méthodes.
1. Classification des méthodes de soudage
Les méthodes de soudage peuvent être globalement divisées en les catégories suivantes :
•Soudage par fusion (par exemple, soudage à l'arc, soudage laser, etc.) : fusion des métaux par chauffage jusqu'à l'état fondu.
•Soudage par pression (par exemple, soudage par friction, soudage par diffusion, etc.) : assemblage de métaux par l’action de la pression, sans fusion.
•Brasage (par exemple brasage tendre, brasage dur) : assemblage de pièces à l’aide de matériaux d’apport à bas point de fusion.
2. Explication des méthodes de soudage courantes
2.1 Soudage à l'arc métallique protégé (SMAW)

PrincipeLe soudage à l'arc manuel utilise un arc électrique entre l'électrode et le matériau de base pour générer des températures élevées (environ 4 000 °C) permettant de faire fondre l'électrode et le matériau de base et de former une soudure. L'enrobage de l'électrode produit un gaz protecteur pendant le soudage afin d'empêcher l'oxydation de la soudure.
Caractéristiques:
Soudage avec baguette de soudage (âme + enrobage de flux).
Adapté au soudage dans différentes positions, telles que le soudage debout et le soudage en appui.
Peut être utilisé en extérieur avec de faibles exigences environnementales.
Avantages :
Équipement simple, fonctionnement flexible, adapté aux travaux sur le terrain ou de maintenance.
Peut souder divers métaux, tels que l'acier au carbone, l'acier inoxydable, la fonte, etc.
Convient au soudage de pièces de formes complexes.
Inconvénients :
Faible rendement de soudage, les baguettes de soudage doivent être remplacées fréquemment.
La qualité de la soudure est fortement influencée par la technique du soudeur, et il est facile de produire des défauts de soudure (tels que la porosité et les scories).
Le soudage produit davantage de fumées et de poussières, ce qui est plus polluant pour l'environnement.
Applications :
Convient aux secteurs de la construction, de la maintenance, des ponts, des pipelines, de la construction navale et autres industries.
Convient aux projets de petite envergure et aux opérations sur le terrain.
2.2 GMAW - Soudage à l'arc sous protection gazeuse

Principe:Le soudage sous protection gazeuse utilise un fil alimenté en continu comme électrode, générant un arc dans un environnement de gaz protecteur (tel que l'argon, le dioxyde de carbone), faisant fondre le fil et le matériau de base pour former une soudure.
Classification:
Soudage MIG (Metal Inert Gas) : utilisant un gaz inerte (tel que l'argon), convient aux alliages d'aluminium, à l'acier inoxydable et à d'autres matériaux.
Soudage MAG (Metal Active Gas) : utilisation d'un gaz actif (dioxyde de carbone ou mélange gazeux), adapté au soudage de l'acier doux et de l'acier de construction.
Caractéristiques:
L'adoption d'un système d'alimentation automatique du fil permet d'améliorer l'efficacité du soudage.
Surface de soudure lisse et qualité de soudure stable.
Sensible aux conditions environnementales (vent, humidité), ne convient pas à la construction en extérieur.
Avantages :
Vitesse de soudage rapide, adaptée à la production en série.
Peut être utilisé pour le soudage de tôles minces, avec de faibles déformations.
Facile à réaliser grâce au soudage automatisé, comme le soudage robotisé.
Inconvénients :
Coût de l'équipement plus élevé, nécessite un système d'alimentation en gaz.
Ne peut être utilisé dans un environnement venteux, car le gaz protecteur serait alors dispersé, ce qui affecterait la qualité de la soudure.
Convient aux surfaces métalliques propres, ne convient pas aux pièces fortement rouillées ou tachées d'huile.
Applications :
Fabrication automobile, construction navale, construction de ponts, industrie des appareils électroménagers, etc.
Adapté à une production industrielle de haute efficacité et de haute qualité.

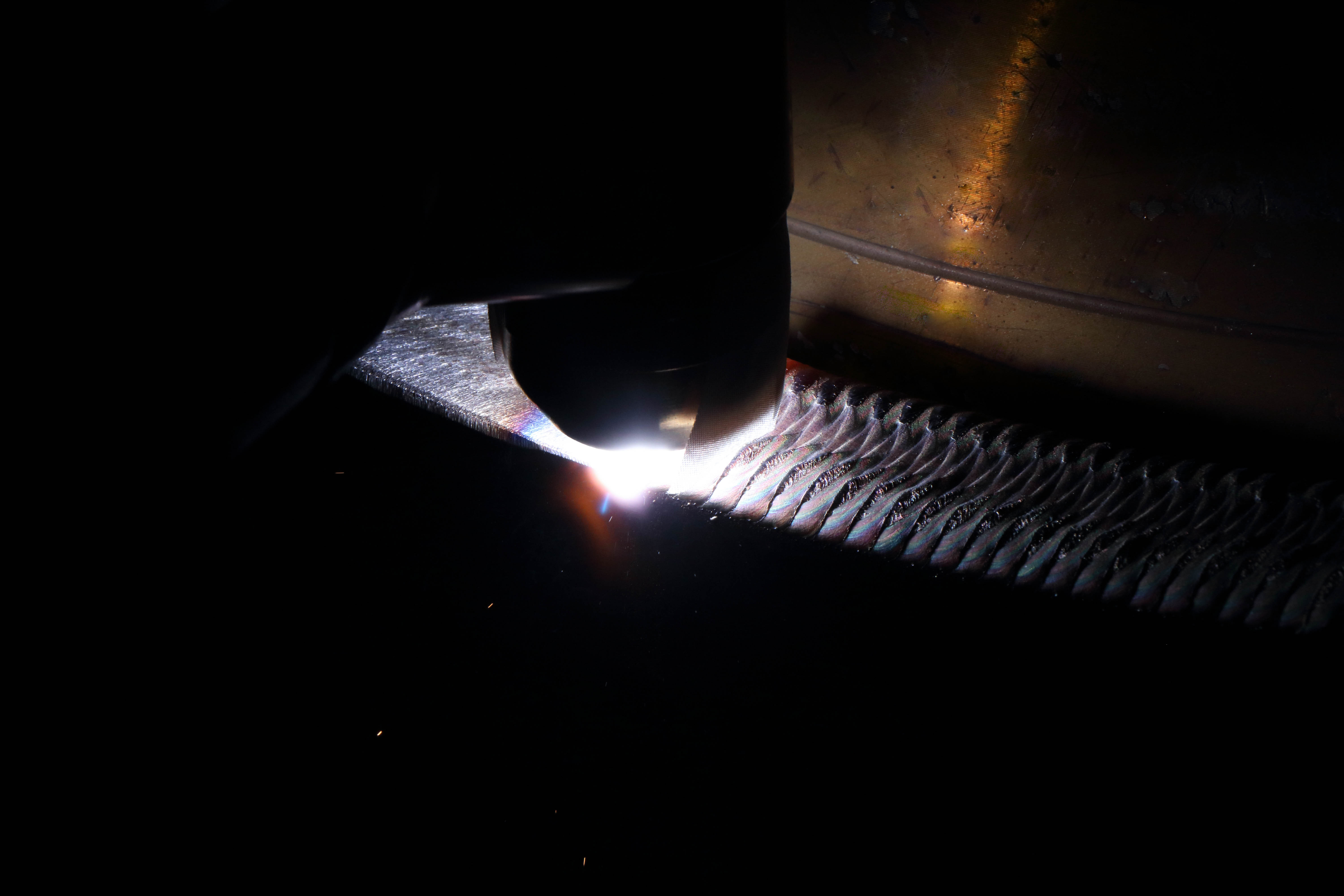
PrincipeLe soudage TIG utilise une électrode de tungstène non fusible pour générer un arc, qui fait fondre le métal de base et le métal d'apport sous protection d'argon pour former une soudure.
Caractéristiques:
Soudure de haute qualité, lisse et esthétique.
Adapté au soudage de haute précision, notamment dans les secteurs de l'aérospatiale et des équipements médicaux.
Convient pour le soudage des tôles minces et des métaux non ferreux (aluminium, cuivre, titane).
Avantages :
Soudure sans projections, de haute qualité, adaptée au soudage de précision.
Convient au soudage de métaux dissemblables.
Le gaz protecteur (argon) empêche efficacement l'oxydation de la soudure.
Inconvénients :
Vitesse de soudage lente, faible rendement.
Équipement coûteux, exigences élevées en matière de compétences pour les soudeurs.
Sensible au vent, ne convient pas au soudage en extérieur.
Applications :
Aérospatiale, électronique, médical, industries de fabrication de précision.
Soudage de tubes en acier inoxydable et de pièces structurelles en alliage d'aluminium
2.4 SAW - Soudage à l'arc submergé

Principe:Le soudage à l'arc submergé utilise un flux pour recouvrir l'arc, lequel fond à haute température pour former une couche protectrice qui empêche l'air de pénétrer dans la soudure.
Caractéristiques:
Convient au soudage de tôles épaisses, notamment pour la construction de ponts et la fabrication de chaudières.
Utilisable uniquement pour le soudage horizontal, non applicable au soudage vertical, au soudage en élévation et aux autres positions.
Avantages :
Soudage rapide, haute efficacité, adapté à la production de masse.
Soudure de haute qualité, le flux prévient les défauts de soudure (porosité, fissures).
Pas d'exposition à l'arc électrique, moins de fumées de soudage, environnement de travail amélioré.
Inconvénients :
Utilisable uniquement pour le soudage en ligne droite, non applicable au soudage de formes complexes.
Équipement plus volumineux, non adapté au soudage de petites pièces.
Applications :
Soudage de tôles épaisses, de tuyaux, de ponts et de récipients sous pression.
Principe:Soudage par arc plasma à haute température pour faire fondre le métal.
Avantages :
Énergie concentrée, faible déformation de la soudure.
Convient au soudage de précision, notamment des matériaux à parois minces.
Inconvénients :
Coût élevé du matériel, maintenance complexe.
Exigences élevées en matière de compétences opérationnelles.
Applications :industrie aérospatiale, équipements médicaux, industrie électronique.

PrincipeUtilisation d'un faisceau laser à haute densité d'énergie pour fondre le métal en vue du soudage, cordon de soudure étroit, zone affectée thermiquement réduite.
Avantages:
Haute précision, adaptée au soudage de petites pièces.
Zone affectée thermiquement réduite, déformation réduite.
Inconvénients :
Équipement coûteux, coûts d'entretien élevés.
Nécessite un assemblage de haute précision et un faible écart de soudure.
Applications :Électronique, automobile, dispositifs médicaux, équipements optiques.
2.7 EBW - Soudage par faisceau d'électrons
Principe:Fait fondre le matériau de soudage à l'aide d'un faisceau d'électrons de haute énergie dans un environnement sous vide.
Avantages :
Les matériaux à point de fusion élevé (titane, tungstène, zirconium) peuvent être soudés.
Grande profondeur de soudage, adaptée au soudage de tôles épaisses.
Inconvénients :
Nécessite un environnement sous vide et un équipement coûteux.
Applications: aérospatiale, énergie nucléaire, fabrication d'instruments de précision.
2.8 FW - Soudage par friction
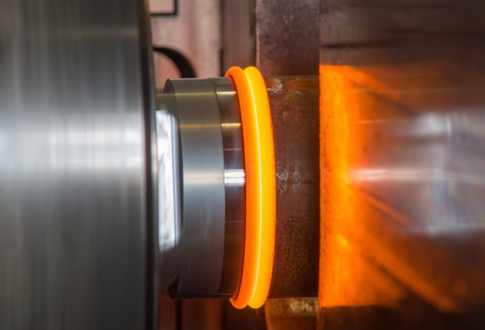
Principe:Le soudage par friction utilise deux pièces à usiner tournant à grande vitesse et entrant en contact l'une avec l'autre pour générer de la chaleur par friction, ramollissant les surfaces de contact et appliquant une pression pour former une liaison solide.
Caractéristiques
Soudage à l'état solide sans fusion, évitant les défauts du soudage par fusion (tels que la porosité, les fissures).
Convient au soudage de métaux dissemblables, tels que l'aluminium-cuivre, l'acier inoxydable-acier au carbone, etc.
Vitesse de soudage rapide, généralement en quelques secondes.
Avantages
Soudure de haute qualité, sans matériau d'apport nécessaire
Adapté à la production automatisée à haute répétabilité.
Faible déformation de soudage, excellentes propriétés mécaniques.
Inconvénients
Convient aux pièces rondes ou de forme régulière, telles que les pièces d'arbre.
Coûts d'équipement plus élevés.
Applications
Arbres de transmission automobiles, outils de forage, pièces de vaisseaux spatiaux, etc.
Transport ferroviaire, fabrication de moteurs d'aviation.
Date de publication : 14 mars 2025