Avec le développement rapide des technologies industrielles, l'acier inoxydable est largement utilisé comme matériau résistant à la corrosion, à haute résistance mécanique et esthétique dans de nombreux secteurs tels que la construction, l'automobile, l'aérospatiale et l'agroalimentaire. Cependant, en raison de ses propriétés physico-chimiques uniques, le soudage de l'acier inoxydable présente plusieurs défis. Cet article aborde en détail ces défis, les méthodes de soudage courantes et les bonnes pratiques afin d'aider les professionnels du secteur à améliorer la qualité et l'efficacité de leurs opérations de soudage.
défis du soudage de l'acier inoxydable
1. Oxydation et décoloration à haute température

Lors du soudage à haute température de l'acier inoxydable, la surface est sujette à l'oxydation et à la formation d'une pellicule d'oxyde, entraînant des changements de couleur dans la soudure et la zone affectée thermiquement. Ce phénomène nuit non seulement à l'esthétique, mais aussi à la résistance à la corrosion du matériau. Pour l'éviter, il est généralement nécessaire d'utiliser un gaz protecteur ou de procéder à un décapage et une passivation après soudage.
2. Sensibilité aux fissures thermiques
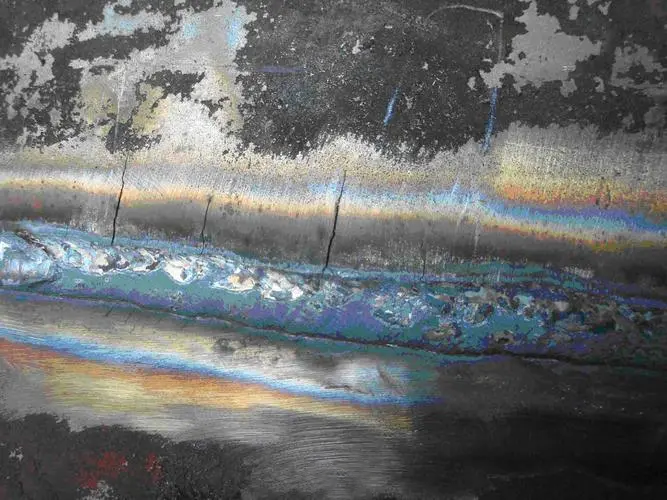
L'acier inoxydable austénitique, en particulier, est sensible à la fissuration thermique lors du refroidissement après soudage, en raison de son coefficient de dilatation thermique élevé et de sa faible conductivité thermique. Cette fissuration se produit généralement dans le métal fondu ou la zone affectée thermiquement, ce qui peut, dans les cas les plus graves, entraîner la rupture de la structure soudée. Afin de minimiser ce risque, il est indispensable de contrôler rigoureusement les paramètres du procédé de soudage et de sélectionner des matériaux d'apport adaptés.
3. Déformation de soudage

L'acier inoxydable présentant un coefficient de dilatation thermique élevé, le soudage engendre d'importantes contraintes thermiques, provoquant une déformation de la pièce soudée. Ce phénomène est particulièrement marqué pour les grandes structures ou les pièces à parois minces, ce qui peut affecter la précision dimensionnelle et l'aspect du produit. Il est donc nécessaire de mettre en œuvre des mesures de serrage et de prévention des déformations appropriées afin de limiter ces déformations.
4. précipitation de nitrures et de carbures
Lors du soudage à haute température, l'azote et le carbone contenus dans l'acier inoxydable peuvent réagir avec le chrome pour former des nitrures et des carbures. Ces précipités réduisent la résistance à la corrosion et la ténacité du matériau. La maîtrise de l'apport de chaleur lors du soudage, le choix de matériaux de soudage adaptés et un traitement thermique ultérieur sont essentiels pour prévenir ce phénomène.
5.Projections et contamination dues au soudage

Les projections et contaminants générés lors du soudage peuvent adhérer à la surface de la soudure et au matériau de base, altérant ainsi la qualité et l'aspect de la soudure. Il est donc nécessaire d'utiliser des procédés de soudage adaptés et des mesures de protection appropriées, telles que l'emploi d'un courant de soudage à faible projection et d'un gaz de protection.
méthodes de soudage de l'acier inoxydable
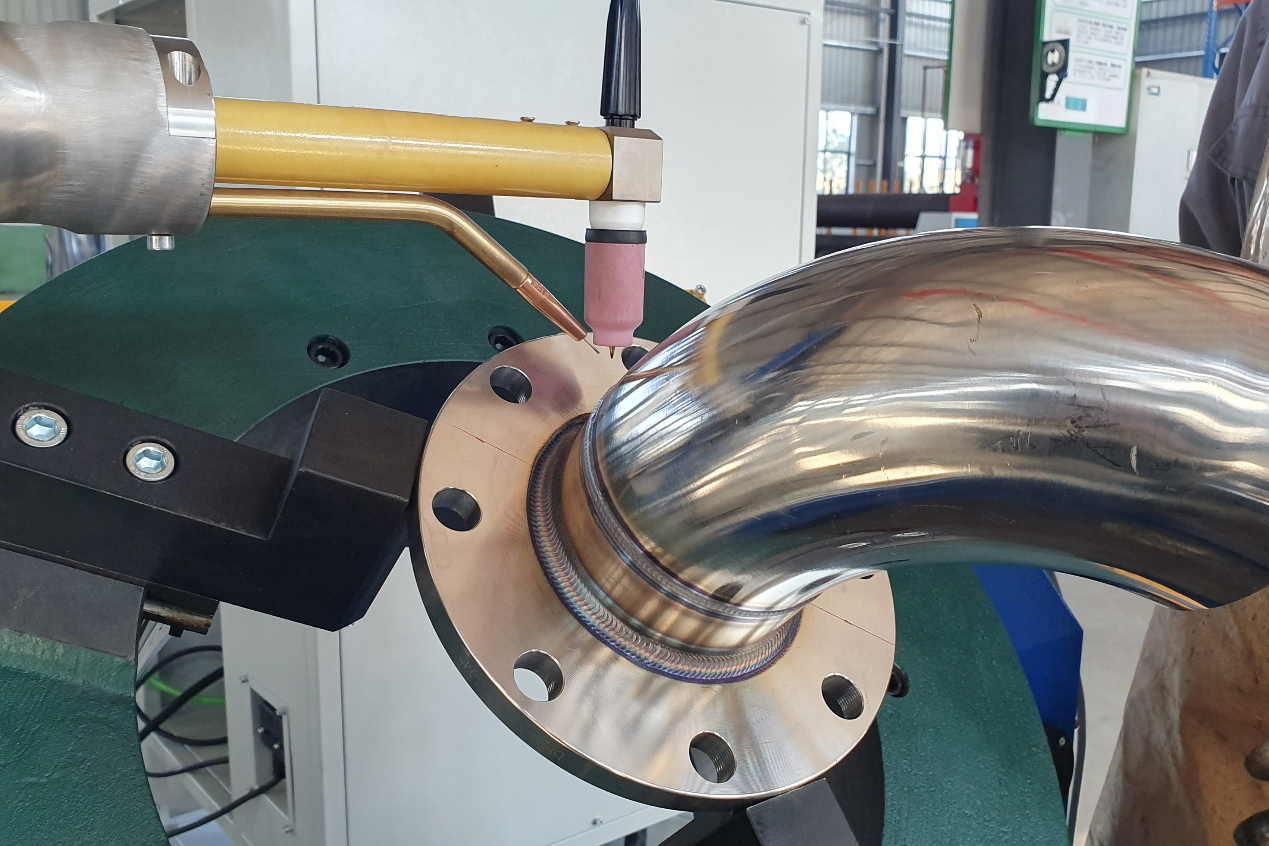
1. Soudage à l'arc tungstène-argon (TIG)
Soudage TIGLe soudage TIG est une méthode de soudage utilisant une électrode de tungstène non fusible et une protection par gaz inerte (par exemple, l'argon). Il est particulièrement adapté au soudage des aciers inoxydables à parois minces. Le soudage TIG offre un cordon de soudure lisse et de haute qualité et est couramment utilisé dans les domaines exigeant une grande précision, tels que l'aérospatiale et le matériel médical. Afin d'améliorer l'efficacité du soudage, la technologie de soudage TIG pulsé permet de réduire davantage l'apport de chaleur et les déformations.
2. Soudage MIG (soudage à l'électrode en fusion sous protection gazeuse)
Le soudage MIG utilise une électrode en fusion et une protection gazeuse inerte. Il est particulièrement adapté au soudage de tôles d'acier inoxydable d'épaisseur moyenne et offre une productivité élevée. En ajustant le courant, la tension et la vitesse de soudage, il est possible de contrôler efficacement les projections de soudure et la forme du bain de fusion. Pour améliorer la qualité du soudage, on peut utiliser une protection gazeuse mixte, par exemple un mélange d'argon et de dioxyde de carbone.
3. Soudage à l'arc plasma (PAW)
Soudage à l'arc plasmaLe soudage à l'arc plasma (PAW) est une technologie de soudage de haute précision qui utilise un arc plasma comme source de chaleur pour fournir une chaleur de soudage concentrée et stable. Le PAW convient aux applications de soudage nécessitanthaute qualité et faible distorsionpar exemple, pour la fabrication d'instruments de précision et d'équipements haut de gamme. Comparé au soudage TIG, le soudage PAW offre des vitesses de soudage plus rapides et une zone affectée thermiquement plus petite.
4. Soudage laser
Soudage laserUtilise un faisceau laser à haute densité d'énergie comme source de chaleur, ce qui présente les avantages d'une vitesse de soudage rapide, d'une faible distorsion et d'une petite zone affectée thermiquement, et est particulièrement adapté aux besoins de soudage de haute précision et de haute efficacité.Soudage laserconvient au soudage de pièces à parois minces et de structures complexes, telles que les composants électroniques et la fabrication de pièces automobiles.
5. Soudage par points par résistance
Le soudage par points par résistance utilise la chaleur générée par le courant électrique au niveau du point de contact pour souder. Il est couramment employé pour l'assemblage d'acier inoxydable fin, notamment pour la fabrication de carrosseries automobiles et de boîtiers d'appareils électroménagers. Ce procédé est rapide, permet d'obtenir des joints soudés de petite taille et convient à la production en série.
Meilleures pratiques pour le soudage de l'acier inoxydable
Pour garantir une soudure en acier inoxydable de haute qualité, voici quelques bonnes pratiques largement reconnues dans le secteur :
1. Nettoyage des surfaces
Avant le soudage, les surfaces en acier inoxydable doivent être soigneusement nettoyées afin d'éliminer la graisse, les oxydes et autres contaminants et ainsi prévenir les défauts de soudure. Le nettoyage peut être effectué à l'aide de produits chimiques ou d'outils de meulage mécanique.
2. Contrôle de l'apport de chaleur
Contrôlez l'apport de chaleur en ajustant le courant de soudage, la tension et la vitesse de soudage afin d'éviter un apport de chaleur excessif entraînant une surchauffe du métal de soudure, ce qui réduit à son tour le risque de fissuration thermique et de déformation de la soudure.
3. Utilisation d'un gaz de protection
Un gaz de protection approprié (par exemple, de l'argon pur ou de l'hélium) doit être utilisé pendant le soudage afin d'empêcher le contact de la zone de soudure avec l'air et d'éviter l'oxydation et la nitruration. Pour les matériaux à parois épaisses, une double couche de gaz de protection peut être utilisée pour renforcer l'efficacité de la protection.
4. Préchauffage et traitement thermique ultérieur
Pour les aciers inoxydables à parois épaisses ou à haute teneur en carbone, le préchauffage avant soudage et le traitement thermique après soudage permettent de réduire les contraintes thermiques et les fissures. Les températures de préchauffage et de traitement thermique doivent être choisies en fonction du type de matériau et du procédé de soudage.
5. Choix du matériau de soudage approprié
Utilisez des matériaux de soudage adaptés au matériau de base afin de garantir que le métal d'apport et le matériau de base aient une composition chimique et des propriétés mécaniques similaires, assurant ainsi la résistance et la résistance à la corrosion du joint soudé.
6. Contrôle de la qualité des soudures
Une fois le soudage terminé, un contrôle de qualité du soudage, tel qu'un contrôle par rayons X, un contrôle par ultrasons et un contrôle par ressuage, doit être effectué pour s'assurer que les joints soudés sont exempts de défauts tels que des fissures, de la porosité et des inclusions de laitier.
Perspectives d'avenir
Avec les progrès scientifiques et technologiques, le soudage de l'acier inoxydable continuera d'évoluer vers une efficacité accrue, une utilisation plus intelligente et des procédés plus respectueux de l'environnement. À l'avenir, les robots de soudage automatisés et les systèmes de contrôle intelligents permettront d'améliorer encore l'efficacité et la qualité du soudage. Parallèlement, la recherche et le développement de technologies de soudage écologiques deviendront un axe majeur pour réduire les émissions de gaz nocifs et le gaspillage de matériaux lors du soudage.
Date de publication : 20 juin 2024