Soudage à l'arc plasma(PAW) et soudage à l'arc sous gaz tungstène (GTAW, également connu sous le nom de soudage sous protection gazeuse inerte de tungstène,Soudage TIGElles présentent de nombreuses similitudes de processus, mais aussi des différences importantes. Voici les principales différences :
1. Méthode de formation d'arc
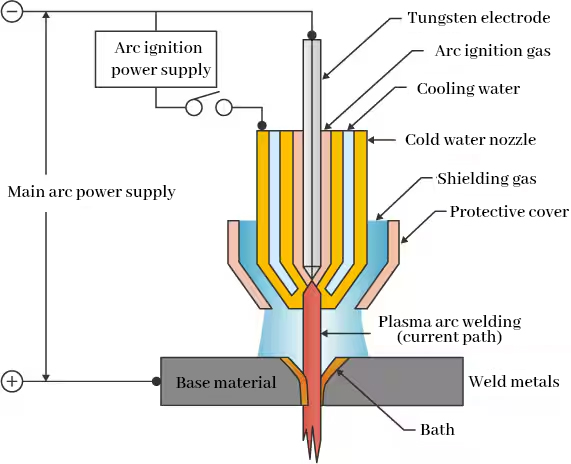
-Soudage à l'arc plasma (PAW)Le procédé PAW utilise un arc plasma contrôlé, généré par un gaz ionisé à l'intérieur de la torche et comprimé à travers une petite buse. Du fait de ce confinement, l'arc est plus concentré et possède une densité d'énergie plus élevée. Ces arcs plasma peuvent être classés en deux catégories : **Arc non transféré** et **Arc transféré**. L'arc non transféré est utilisé pour stabiliser le processus de soudage, tandis que l'arc transféré est utilisé pour souder le matériau.
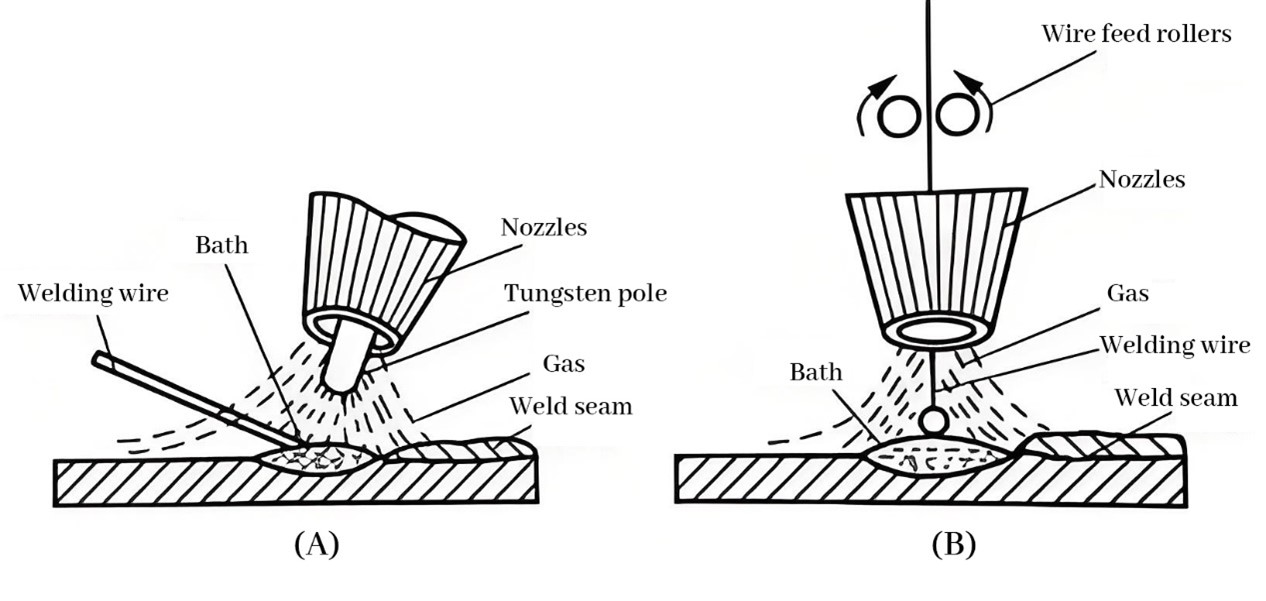
-Soudage TIG (GTAW)Le soudage TIG utilise une électrode de tungstène non fondue pour produire un arc électrique, appliqué directement sur la pièce à souder et non comprimé par la buse. Cet arc présente une forme plus naturelle et diffuse.
2. Précision de l'arc et densité d'énergie
- Soudage à l'arc plasma (PAW) : L'arc plasma est comprimé par la buse, ce qui le concentre et augmente la densité d'énergie. La pénétration de la soudure est ainsi plus importante, ce qui convient au soudage de précision de matériaux épais. De plus, le PAW produit un cordon de soudure plus étroit et une profondeur de fusion plus grande.
- GTAW : L’arc du procédé GTAW est plus large et présente une densité d’énergie relativement faible, ce qui le rend adapté au soudage de matériaux minces. Le contrôle du soudage est meilleur, mais la pénétration est inférieure à celle du procédé PAW.
3. Gaz protecteur
- PAW : Le procédé PAW utilise deux gaz : un gaz ionisant et un gaz de protection. Le gaz ionisant (généralement de l’argon) sert à former l’arc plasma, tandis que le gaz de protection (tel que l’argon ou l’hélium) protège la zone de soudure de l’oxydation.
- GTAW : Le procédé GTAW utilise généralement un seul gaz inerte (par exemple de l'argon ou de l'hélium) pour protéger la zone de soudure de l'oxygène et de l'azote atmosphériques qui pourraient réagir avec le bain de fusion.
4. Électrodes

- PAW : L’électrode de tungstène du procédé PAW est entourée d’une buse et n’est pas directement exposée à la zone de soudure, ce qui prolonge sa durée de vie et assure un processus de soudage plus stable.
- GTAW : En soudage GTAW, l’électrode de tungstène est exposée à la zone de soudure et est susceptible d’être contaminée et de s’user, ce qui nécessite un entretien et un remplacement fréquents de l’électrode.
5. Scénarios d'application


- PAW : Grâce à la densité et à la concentration énergétiques élevées de l’arc plasma, le procédé PAW convient aux matériaux épais, au soudage de précision et aux applications à haute productivité, et est particulièrement utilisé dans l’aérospatiale, l’industrie nucléaire et le soudage de tubes en acier inoxydable à parois épaisses.
Le procédé GTAW est adapté au soudage de précision à faible apport de chaleur et est particulièrement utilisé pour les matériaux minces et les soudures exigeantes (par exemple, l'aluminium, le magnésium, l'acier inoxydable, etc.). Il est idéal pour la fabrication de pièces de précision et les petites opérations de soudage.
6. Difficulté d'utilisation
- PAW : Du fait de l’utilisation d’un arc plasma comprimé, l’opération est relativement plus complexe et le coût de l’équipement est plus élevé, mais elle offre des vitesses de soudage plus élevées et des capacités de fusion profonde.
- Soudage TIG : Le soudage TIG est relativement simple à mettre en œuvre et l’équipement est relativement peu coûteux. C’est l’un des procédés les plus courants utilisés en soudage manuel et automatique.
Résumé
Le soudage à l'arc plasma (PAW) et le soudage TIG (GTAW) reposent sur le même principe : ils génèrent tous deux un arc électrique à travers une électrode de tungstène et protègent la soudure par un gaz inerte. Cependant, l'arc du PAW est comprimé et l'énergie plus concentrée, ce qui le rend adapté aux matériaux épais et au soudage de haute précision. Le GTAW, quant à lui, est plus approprié au soudage de matériaux fins avec un faible apport de chaleur. Ces deux procédés diffèrent néanmoins par l'épaisseur de la soudure, la densité d'énergie, le type de gaz de protection et la complexité de mise en œuvre.
Date de publication : 29 septembre 2024