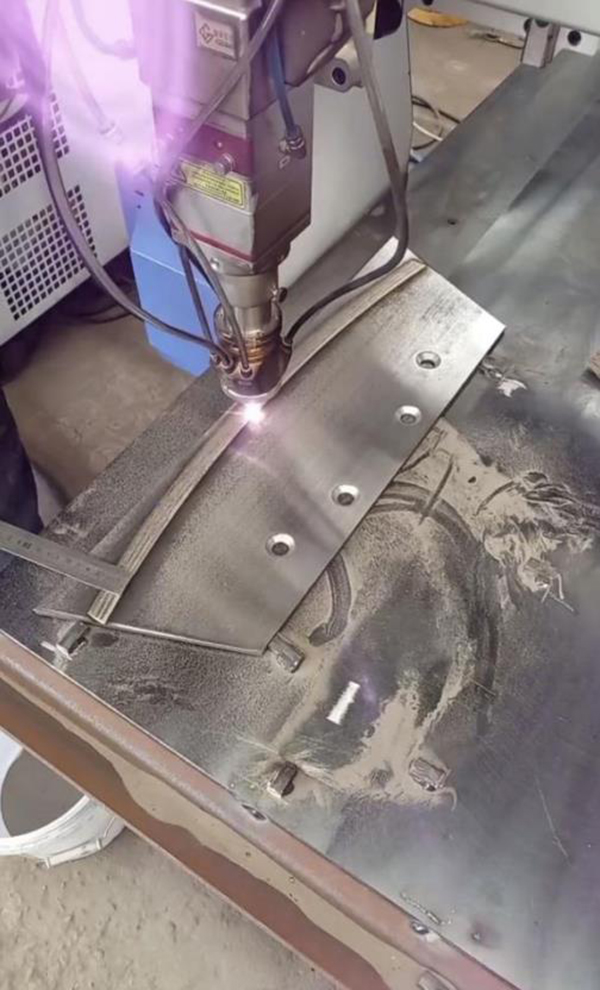
Revêtement laser d'un portique plan

Avantages du rechargement laser
1. Vitesse de refroidissement rapide (jusqu'à 106℃ / s), appartient au processus de solidification rapide, facile à obtenir une organisation cristalline fine ou à produire un état d'équilibre ne peut pas obtenir de nouvelle phase, telle qu'une phase instable, un état amorphe ;
2. La couche de revêtement et le substrat sont une combinaison métallurgique forte ou une combinaison de diffusion interfaciale, un faible taux de dilution, une forte contrôlabilité, selon les besoins de contrôler la distance focale de soudage, de contrôler la profondeur de fusion du soudage, puis de contrôler le taux de dilution du soudage ;
3. Les pièces de réparation par renforcement de revêtement laser présentent un faible impact thermique, une faible déformation, une dissolution superficielle uniquement lors du processus de traitement, et la zone d'impact thermique de la base est petite, généralement entre 0,1 et 0,5 mm ;
4. La matrice et le matériau de revêtement sont combinés métallurgiquement, et la résistance de liaison est comparable à celle du matériau de base ;
5. L'épaisseur et la dureté de la couche de revêtement sont importantes, la couche de revêtement est dense, sans pores, sans scories, sans fissures ni autres défauts, et la dureté de la couche de revêtement peut atteindre 18-60 HRC ;
6. Il n'existe pratiquement aucune restriction quant au choix de la poudre, permettant de faire fondre un alliage à point de fusion élevé sur la surface d'un métal à point de fusion bas ;
7. Le laser est adapté à la transmission à longue distance et les grandes pièces peuvent être réparées sur place ;
8. Le rechargement laser présente les caractéristiques du soudage sans contact, pour certains, le rechargement de rainures, le rechargement de trous profonds ;
9. Le revêtement manuel est flexible et les pièces de forme complexe peuvent être réparées en douceur, sans problème de programmation ou d'automatisation ;
Affichage d'images