Soldadura por arco de plasma(PAW) y soldadura por arco de tungsteno con gas (GTAW, también conocida como soldadura con gas inerte de tungsteno,Soldadura TIGTienen muchas similitudes en sus procesos, pero también algunas diferencias significativas. Las siguientes son las principales diferencias:
1. Método de formación de arcos
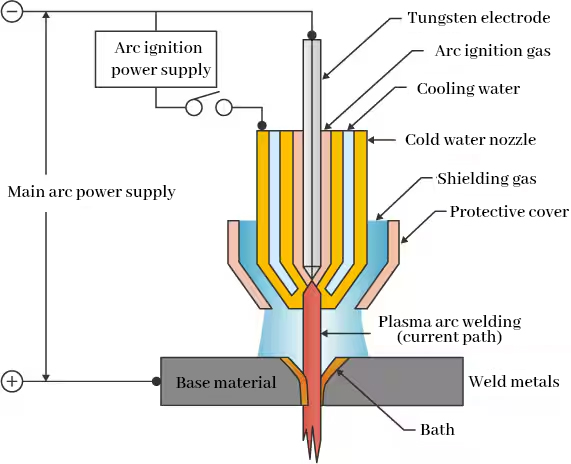
-Soldadura por arco de plasma (PAW): PAW utiliza un arco de plasma controlado que se genera mediante gas ionizado dentro de la antorcha y se comprime a través de una pequeña boquilla. Debido a que el arco está confinado por la boquilla, está más concentrado y tiene una mayor densidad de energía. Estos arcos de plasma se pueden clasificar en dos tipos: **Arco no transferido** y **Arco transferido**. El arco no transferido se utiliza para estabilizar el proceso de soldadura, mientras que el arco transferido se utiliza para soldar el material.
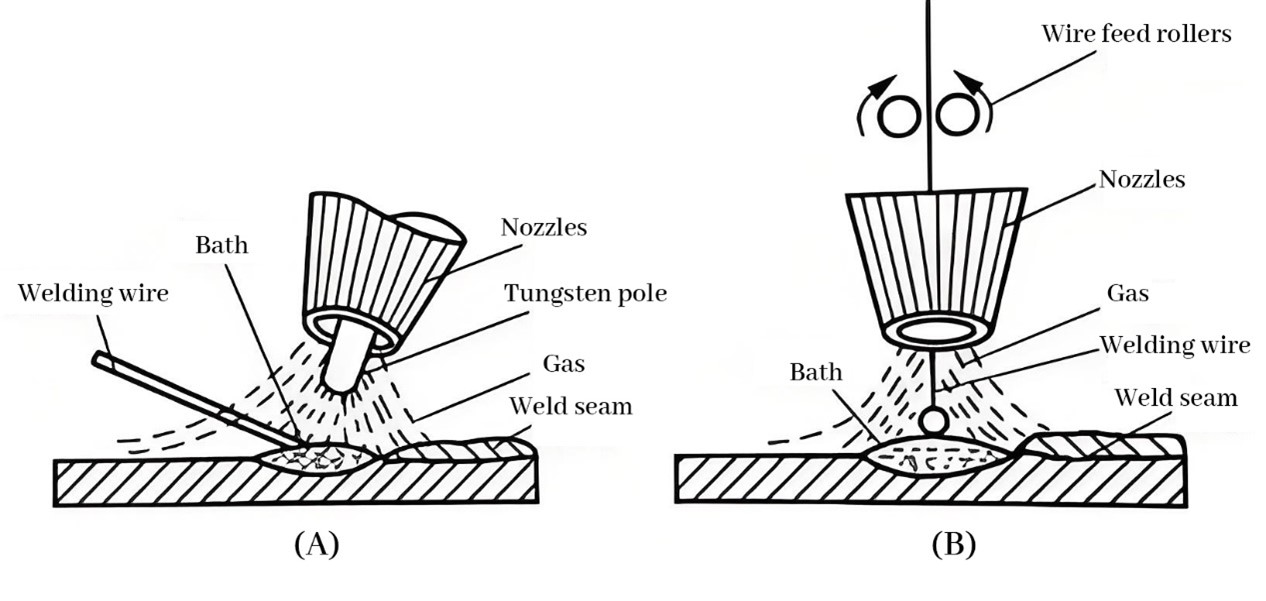
-GTAW (Soldadura TIG)La soldadura GTAW utiliza un electrodo de tungsteno no fundido para producir un arco, que se aplica directamente a la pieza a soldar y no se comprime mediante la boquilla. Este arco tiene una forma más natural y dispersa.
2. Precisión del arco y densidad de energía
- PAW: El arco de plasma se comprime mediante la boquilla, lo que resulta en un arco más concentrado, una mayor densidad de energía y una penetración de soldadura más fuerte. Es ideal para la soldadura de precisión de materiales más gruesos. Además, PAW produce un cordón de soldadura más estrecho y una mayor profundidad de fusión.
- GTAW: El arco de GTAW es más ancho, con una densidad de energía relativamente baja, lo que lo hace adecuado para soldar materiales delgados. Su control de soldadura es mejor, pero su capacidad de penetración no es tan buena como la de PAW.
3. Gas protector
- PAW: PAW utiliza dos gases: **gas iónico** y **gas de protección**. El gas ionizante (generalmente argón) se utiliza para formar el arco de plasma y el gas de protección (como argón o helio) se utiliza para proteger la zona de soldadura de la oxidación.
- GTAW: La soldadura GTAW generalmente utiliza un solo gas inerte (por ejemplo, argón o helio) para proteger la zona de soldadura de la reacción del oxígeno y el nitrógeno atmosféricos con el baño de fusión.
4. Electrodos

- PAW: En el proceso PAW, el electrodo de tungsteno está rodeado por una boquilla y no está expuesto directamente a la zona de soldadura, lo que resulta en una mayor vida útil del electrodo y un proceso de soldadura más estable.
- GTAW: En la soldadura GTAW, el electrodo de tungsteno está expuesto a la zona de soldadura y es susceptible a la contaminación y al desgaste, por lo que requiere un mantenimiento y una sustitución frecuentes del electrodo.
5. Escenarios de aplicación


- PAW: Debido a la alta densidad de energía y concentración del arco de plasma, la tecnología PAW es adecuada para materiales más gruesos, soldadura de precisión y aplicaciones de alta productividad, especialmente utilizada en la industria aeroespacial, la industria nuclear y la soldadura de tuberías de acero inoxidable de paredes gruesas.
- GTAW: La soldadura GTAW es adecuada para soldadura de precisión con baja aportación de calor y se utiliza especialmente en materiales delgados y soldaduras exigentes (por ejemplo, aluminio, magnesio, acero inoxidable, etc.). Es ideal para la fabricación de piezas de precisión y operaciones de soldadura pequeñas.
6. Dificultad operativa
- PAW: Debido al uso de un arco de plasma comprimido, la operación es relativamente más compleja y el costo del equipo es más alto, pero ofrece mayores velocidades de soldadura y capacidades de fusión profunda.
- GTAW: La soldadura GTAW es relativamente sencilla de operar y el equipo es relativamente económico. Es uno de los procesos más comunes utilizados en la soldadura manual y automática.
Resumen
La soldadura por arco de plasma (PAW) y la soldadura GTAW son similares en principio, ya que ambas generan un arco a través de un electrodo de tungsteno y protegen la soldadura con un gas inerte. Sin embargo, el arco PAW se comprime y la energía se concentra más, lo que la hace adecuada para materiales más gruesos y soldadura de alta precisión, mientras que la GTAW es más apropiada para soldar materiales delgados con un bajo aporte térmico. Las dos se diferencian en cuanto al espesor de la soldadura, la densidad de energía, el tipo de gas de protección y la dificultad de operación.
Fecha de publicación: 29 de septiembre de 2024