I. Descripción general de los principios
El revestimiento por plasma es un proceso avanzado que utiliza un arco de plasma de hidrógeno como fuente de calor y una aleación en polvo como material de aporte. En comparación con la soldadura eléctrica tradicional, la soldadura por arco de hidrógeno y otros métodos de revestimiento, el revestimiento por plasma en polvo ofrece moldeo, control de la profundidad de fusión, alta adherencia, buena densidad y fácil automatización, entre otras ventajas. Por ello, resulta idóneo para que las empresas de válvulas soliciten la licencia de fabricación de equipos especiales.
Las empresas de válvulas solicitan la certificación de nivel A (Licencia de Fabricación de Equipos Especiales - TS), y el departamento de certificación correspondiente exige el equipo necesario.
Flujo de trabajo del equipo de revestimiento con polvo de plasma
(1) Generación de arco
El equipo cuenta con dos tipos de generadores de arco, uno para arco sin transferencia y otro para arco con transferencia. Los polos negativos de ambas fuentes de alimentación están conectados en paralelo y, mediante un cable, se conectan al electrodo de referencia (polo negativo) de la pistola de soldar. El terminal positivo de la fuente de alimentación para arco sin transferencia se conecta a la boquilla de la pistola de soldar mediante un cable, y el terminal positivo de la fuente de alimentación para arco con transferencia se conecta a la pieza de trabajo mediante otro cable. El agua de refrigeración se conduce a la pistola de soldar mediante cables refrigerados por agua para enfriar la boquilla y el electrodo. El hidrógeno gaseoso ingresa a la pistola de soldar a través de una electroválvula y un caudalímetro de flotador. Al encender la fuente de alimentación, el arco sin transferencia se enciende mediante una chispa de alta frecuencia. Posteriormente, el arco sin transferencia se enciende por la trayectoria conductora creada por la llama del arco sin transferencia entre el electrodo de referencia y la pieza de trabajo. Una vez encendido el arco con transferencia, se puede mantener o interrumpir el arco sin transferencia.
Conservar o interrumpir el arco no transferible. La principal función del arco transferible en la superficie de la pieza es generar un baño de fusión.
(2) salida de polvo de soldadura
El polvo de aleación se suministra continuamente mediante el alimentador de polvo según la cantidad requerida y se introduce en la antorcha de soldadura con ayuda de un flujo de aire (generalmente hidrógeno), insuflándose en el arco. El polvo de aleación en la columna del arco se precalienta, alcanzando un estado fundido o semifundido, y se pulveriza sobre el baño de fusión de la pieza de trabajo, donde se funde completamente y se descarga.
La piscina se funde por completo, se descarga el gas y la escoria flota hacia afuera.
(3) Ajuste de parámetros
Ajustando la corriente del arco de transferencia y del arco sin transferencia, la cantidad de alimentación de polvo y otros parámetros del proceso, se controla la fusión del polvo de aleación y la transferencia de calor a la pieza de trabajo. Con el movimiento relativo de la antorcha de soldadura y la pieza, el baño de fusión de la aleación se solidifica gradualmente sobre la pieza, obteniendo así la capa de deposición de aleación deseada.
Se obtiene la capa de aleación deseada en la pieza de trabajo.
Características del proceso de revestimiento con polvo de plasma
El revestimiento por plasma, gracias al uso del arco de plasma como fuente de calor y del polvo de aleación como metal de relleno, presenta numerosas ventajas en comparación con otros métodos de revestimiento superficial.
En comparación con otros métodos de revestimiento de superficies, presenta muchas ventajas.
• (1)Velocidad de revestimiento rápida, alta productividad.
• (2) Profundidad de fusión controlable, baja tasa de dilución.
• (3) La superficie de revestimiento es plana y lisa, de alta densidad, puede lograr una superficie de revestimiento de 0,5 a 5 mm a la vez.
• (4) La estabilidad del proceso es buena, la calidad de la capa de soldadura por pulverización es alta, se puede obtener una capa de superficie estable de forma continua durante mucho tiempo y la superficie de superficie no presenta porosidad, ni porosidad, tracoma ni otros problemas de calidad de la superficie.
• (5) La preparación del polvo de aleación es sencilla, se puede utilizar una amplia gama de materiales, se pueden usar consumibles de soldadura en polvo a base de brocas, a base de hierro, a base de cobre y se puede formular directamente según las condiciones de trabajo.
• (6) Se puede equipar con máquinas y robots especiales según los requisitos, lo que facilita la automatización y reduce la intensidad de la mano de obra.
II. Composición del equipo
El equipo consta principalmente de una máquina de soldadura por plasma y herramientas de soldadura automáticas (opcionales).
1. Máquina de soldadura por recubrimiento de polvo de plasma
Nuestra empresa fabrica tres tipos de máquinas de revestimiento de polvo por plasma: DML-V02BD (100A), DML-V03AD (160A) y DML-V03BD (300A). Disponemos de diferentes potencias para que la selección se ajuste a las necesidades específicas de cada operación. La fuente de alimentación principal es de alta integración.
La fuente de alimentación del equipo principal adopta un diseño altamente integrado, un rendimiento superior y un tamaño reducido, y el tanque de refrigeración está equipado con un compresor de alta potencia, que puede mantener el agua fría a una temperatura constante durante un largo tiempo, garantizando así un funcionamiento continuo durante un tiempo prolongado.
Puede mantener el agua refrigerada a temperatura constante durante mucho tiempo y garantizar un funcionamiento continuo a largo plazo.

Figura 1. Integración de múltiples equipos de revestimiento de polvo de plasma.
2. Máquinas automáticas de acabado
Para el revestimiento de superficies de sellado de válvulas, nuestra empresa desarrolló una variedad de máquinas de revestimiento especiales, aplicables a válvulas de mariposa excéntricas, válvulas de compuerta, válvulas de bola, válvulas de globo, válvulas reguladoras y otras válvulas de uso general en el campo, y ha prestado servicios en Shanghai Valve Factory Co.
Ltd. y docenas de fabricantes de válvulas como Zhejiang Lianda Valve Group Co.
La máquina especializada adopta el sistema de posicionador general y brazo mecánico, con motor paso a paso (servomotor opcional), guía lineal, péndulo y dispositivo de seguimiento de presión de arco.
La máquina está equipada con motor paso a paso (servomotor opcional), guía lineal, péndulo, dispositivo de seguimiento de presión de arco (opcional), etc., lo que garantiza un desplazamiento preciso y una vibración mínima. Sistema de control de máquina especializado con PLC integrado.
Se pueden programar diversos programas de revestimiento para una variedad de productos complejos, y son más fáciles de operar que un sistema CNC convencional.
Además, se puede añadir un sistema de control CNC según las necesidades del cliente. El mecanismo rotatorio se acciona mediante un soporte de rotación de precisión, que ofrece una gran capacidad de carga y una alta precisión de rotación.
El mecanismo rotatorio es accionado por un mecanismo de soporte rotatorio de precisión con alta capacidad de carga y alta precisión de rotación, y está controlado por un servomotor, lo que hace que el ángulo de rotación sea preciso.
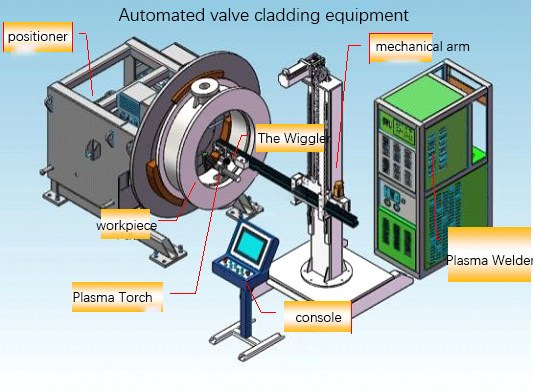
Figura 2. Diagrama de diseño de referencia de la máquina de revestimiento automático de válvulas
III. Fotografías efectivas

Figura 3. Fotografías de parte del revestimiento de la superficie de sellado de la válvula.
Fecha de publicación: 28 de octubre de 2024