Cómo realizar el recubrimiento duro de la superficie de sellado de una válvula mediante soldadura PTA
En la industria de las válvulas, siempre hay problemas comunes que resolver. Por ejemplo, un diseño inadecuado, una fabricación negligente, la selección de materiales incorrectos, un montaje deficiente, un mantenimiento descuidado, etc. Todo esto puede provocar daños en la superficie de sellado de la válvula.
Además, en condiciones normales de funcionamiento, es prácticamente imposible evitar la corrosión y el lavado del fluido hacia la superficie de sellado.
La válvula de compuerta no funciona según los requisitos de carga. El cierre es demasiado rápido o demasiado ajustado. Un tratamiento térmico inadecuado, una dureza excesiva o insuficiente de la superficie de sellado, todo ello impide su resistencia a la erosión.
Además, la lesión mecánica es el factor principal. Al inicio del masaje, se busca medir y golpear; debido a la influencia de la alta temperatura y presión, las moléculas se infiltran y se separan entre sí, lo que provoca el fenómeno de adherencia.
Siempre utilizamos el método de reproducción para reparar válvulas de acero. Los materiales de recubrimiento para válvulas son aleaciones a base de cobalto, níquel, hierro y cobre, que se transforman en electrodos, alambre de soldadura (incluido el alambre tubular), fundente (incluido el fundente de aleación de transición) y polvo de aleación, etc., mediante soldadura manual por arco, soldadura oxiacetilénica, soldadura TIG y soldadura automática por arco sumergido. A continuación, presentamos el proceso de revestimiento mediante soldadura PTA.

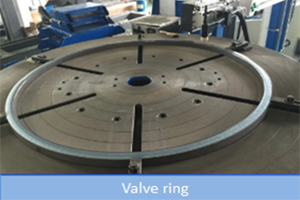
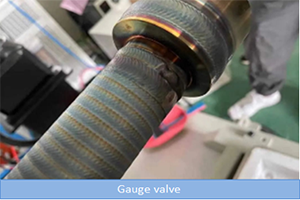
Los casos de aplicación en válvulas son los siguientes:






Video
Fecha de publicación: 2 de noviembre de 2022