Präzisions-Mikroplasma-Lichtbogenschweißmaschine






Merkmale
1、Folien und Bleche können mittels Mikroplasma-Lichtbogenschweißen verschweißt werden; die Lichtbogenenergie ist hoch, die Wärmeeinflusszone beim Schweißen ist klein und die Schweißverformung ist sehr gering;
2、Die Lichtbogensäule zeichnet sich durch hohe Steifigkeit, geringe Lochbildung, hohe Schweißgeschwindigkeit und hohe Produktionseffizienz aus, die 3- bis 6-mal höher ist als die des herkömmlichen Argonschweißens.
3、Es gibt wenige Schweißfehler, viele schweißbare Werkstoffe und eine hohe Schweißqualität;
4、Hervorragende Wiederholgenauigkeit, Elektrodenschrumpfung in der Düse, geringe Verschmutzungs- und Verbrennungsgefahr;
5、Der Plasmabogen zeichnet sich durch eine hohe Energiedichte, eine hohe Bogensäulentemperatur und ein starkes Durchdringungsvermögen aus;
6、Die Lichtbogensäule ist schlank und weist eine hohe Eindringtiefe auf. Dünnwandige Werkstücke können direkt durchgeschweißt werden, wodurch sich die Vorbereitungszeit verkürzt. Stahl mit einer Dicke von 0,3 bis 1 mm kann beidseitig durchgeschweißt und umgeformt werden (d. h. einseitig geschweißt und beidseitig umgeformt), ohne dass eine Nut entsteht. Die Spannungsverformung ist gering.
Dml-v01a Hostparameter
| Präzisions-Mikroplasma-Lichtbogenschweißmaschine | |||
| Wichtigste technische Parameter und Modelle | DML-V01A | ||
| Kontinuierliches Schweißen | Impulsschweißen | Präzisions-Impulsschweißen | |
| Lichtbogenstrom (a) | 2,0-5,0 | ||
| Schweißstrom (a) | 0,1-10-40 | ||
| Basisstrom (a) | 0,1-10-40 | ||
| Anstiegszeit (s) | 0,0-5,0 | ||
| Sinkzeit (s) | 0,0-5,0 | ||
| Schweißzeit (MS) |
| 1-500 | 1-500 |
| Intervallzeit (MS) |
| 10-500 |
|
| Luftfracht im Voraus (s) | 1-10 | ||
| Gasverzögerungszeit (s) | 1-20 | ||
| Ionengas (L/min) | 0,25-2,5 | ||
| Schutzgas (L/min) | 1-25 | ||
| Eingangsspannung (V) | Wechselstrom 220 V, 50 Hz | ||
| Nenneingangsleistung (kVA) | 1.1 | ||
| Lastdauerrate (%) | 60% | ||
| Gewicht (kg) | 28 | ||
| Äußere Abmessungen des Netzteils (mm) | 590*330*300 | ||
Vorteile
1、Die Dicke des Schweißstreifens ist geringer als beim Argon-Lichtbogenschweißen und beträgt üblicherweise 0,3–0,5 mm. Er kann ohne Verziehen verschweißt werden, und die Schweißqualität ist gut.
2、Beim kontinuierlichen automatischen Schweißen von Rohren hat die Änderung der Plasmabogenlänge nur geringen Einfluss auf die Schweißqualität, was sich vom Argon-Lichtbogenschweißen unterscheidet.
3、Bei sehr kleinen Schweißströmen (weniger als 3 A) ist die Stabilität des Mikroplasma-Lichtbogens gut, während die Stabilität des Argon-Lichtbogens schlecht ist.
4、Aufgrund der Wärmekonzentration ist die Schweißgeschwindigkeit beim Mikroplasma-Lichtbogenschweißen höher als beim Argon-Lichtbogenschweißen, und die Produktivität ist hoch.
5、Kann eine Vielzahl von Metallen schweißen, darunter Edelstahl, Nichteisenmetalle und hochschmelzende Metalle.
Anwendungsgebiete
1、Elektronische und elektrische Bauteile (Thermoelement, Motor, Siliziumstahlblech usw.).
2、Instrumente, medizinische Geräte (Metallbälge, Präzisionsinstrumentenkomponenten usw.)
3、Das Schweißen von Spezialmetallen (wie Titan, Nickel, Molybdän und anderen Spezialmetallen) kann ebenfalls effizient erfolgen.
4、Flugzeug- und Raumfahrtindustrie (Flugzeugzubehör, Raumstationszubehör, Relais, Gassensoren usw.)
Das kontinuierliche, automatische Mikroplasma-Lichtbogenschweißen von ultradünnwandigen Rohren ähnelt dem geschlossenen Druckschweißen. Eine Isolierhülse zwischen Schweißdüsenhülse und Schweißbrenner gewährleistet die zuverlässige Isolation zwischen Plasmaschweißbrenner und Werkstück. Gleichzeitig wird das Schutzgas Argon in einer kleinen Kammer eingeschlossen. Die Prozessparameter des Mikroplasma-Lichtbogenschweißens von ultradünnwandigen Rohren sind vielfältiger als die des Argon-Lichtbogenschweißens. Neben Schweißstrom, Schweißgeschwindigkeit und Schutzgasdurchfluss beeinflussen auch Arbeitsgasdurchfluss und Schutzgaszusammensetzung die Schweißqualität. Erfahrungsgemäß sind Schweißstrom, Arbeitsgasdurchfluss und Düsenlochdurchmesser die wichtigsten Prozessparameter für die Produktivität beim Schweißen ultradünnwandiger Rohre.
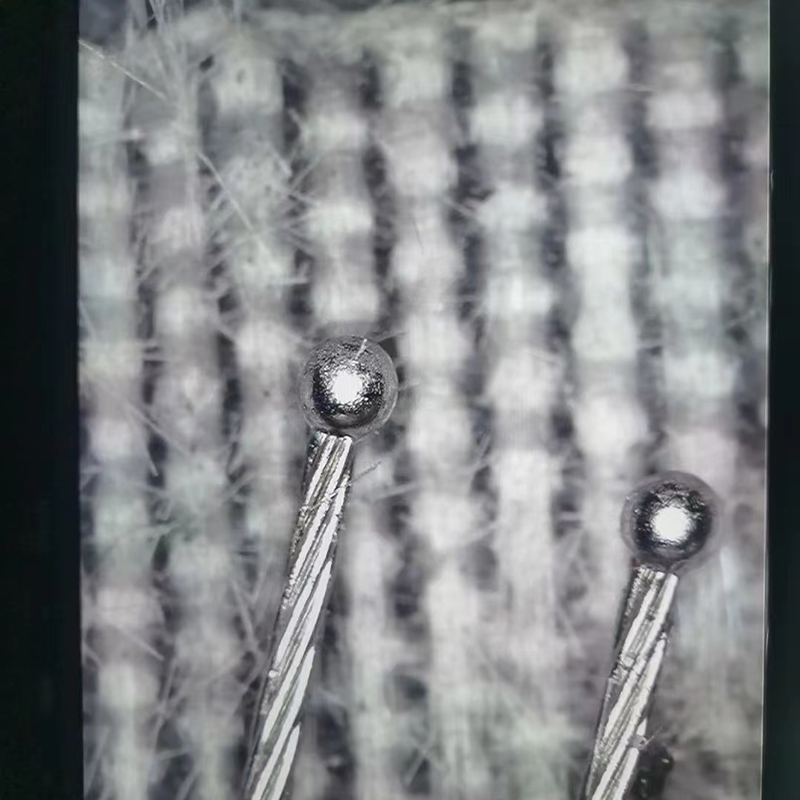
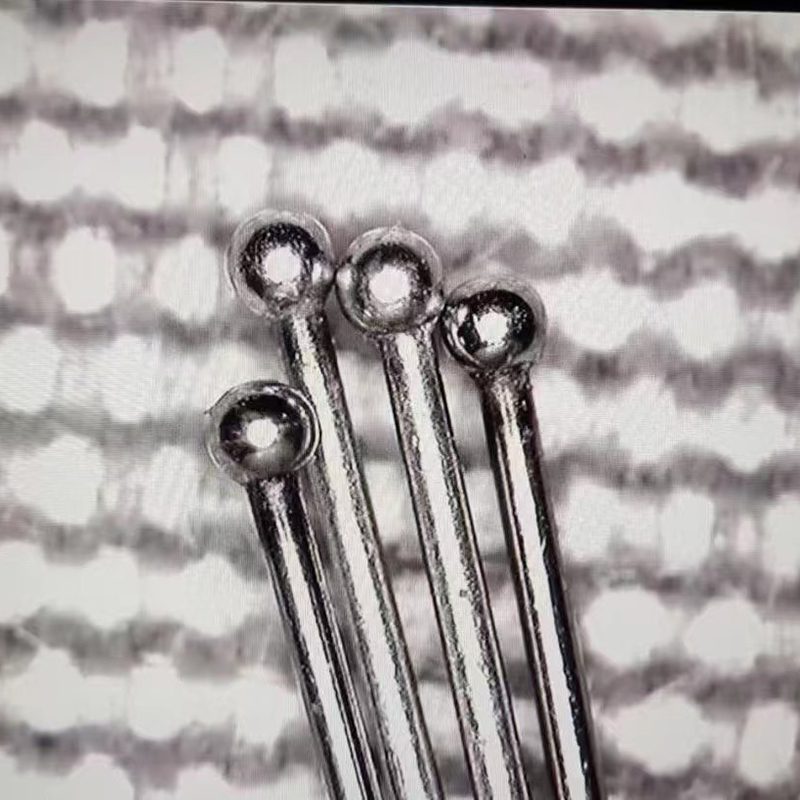
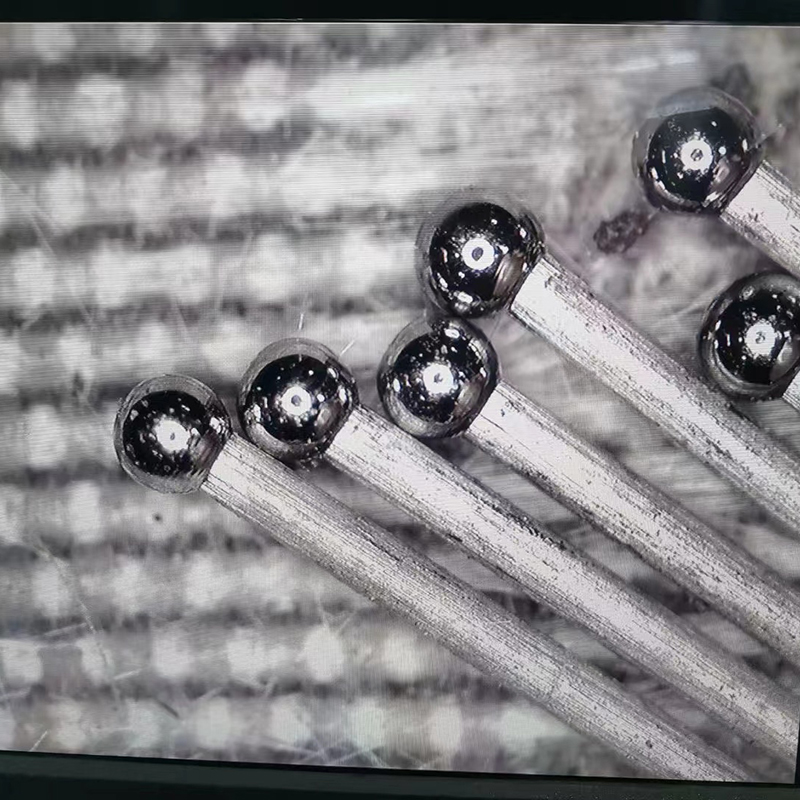
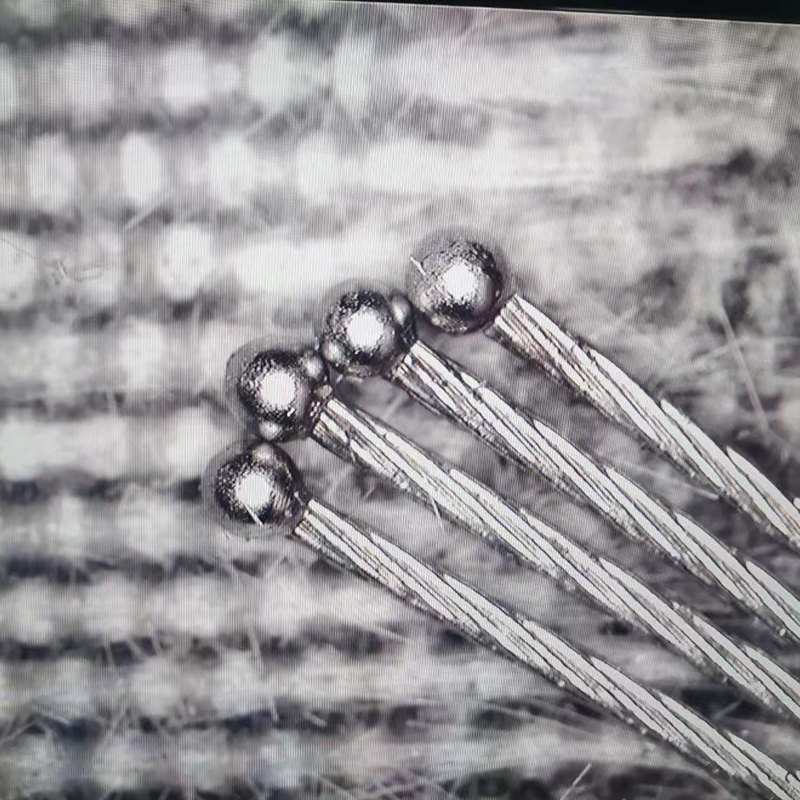
Bildanzeige