Was ist Wolframkarbid-Auftragschweißen?
Wolframkarbid-Auftragschweißen (TCOW)ist ein Schweißtechnik mit hoher Härte und VerschleißfestigkeitDabei werden Wolframcarbidpartikel (WC) und eine Metallbindung mit der Oberfläche eines Metallwerkstücks verschmolzen, um eine extrem verschleißfeste Schweißschicht zu bilden. Diese Oberflächenbehandlung verbessert die Verschleißfestigkeit, Erosionsbeständigkeit und Lebensdauer des Bauteils deutlich.

Im Bergbau, in der Öl- und Gasindustrie, der Baustoffindustrie, der Zementindustrie, der Energiewirtschaft und anderen Branchen mit hohem Verschleißgrad wird das Wolframkarbid-Auftragschweißen häufig zur Verstärkung und Reparatur verschiedener wichtiger Anlagenteile eingesetzt und zählt zu den gängigsten Verfahren.industrietaugliche, verschleißfeste Lösungen.
Warum Wolframkarbid für das Auftragschweißen wählen?
Wolframcarbid (WC) besitzt hervorragende physikalische Eigenschaften:
-Extrem hohe Härtebis zuHRC 70~75, die starkem abrasivem Verschleiß wirksam widersteht;
-Hoher Schmelzpunkt:ca. 2870°C, hohe Temperaturbeständigkeit;
-Chemische Stabilität:stabile Leistung in den meisten korrosiven Umgebungen;
-Chemische Stabilität:Stabil in den meisten korrosiven Umgebungen. Hohe Schlagfestigkeit: Passt sich hohen Belastungen und Partikelabrieb an.
Aufgrund dieser Eigenschaften ist es die erste Wahl für hochfeste, verschleißfeste Schweißmaterialien.
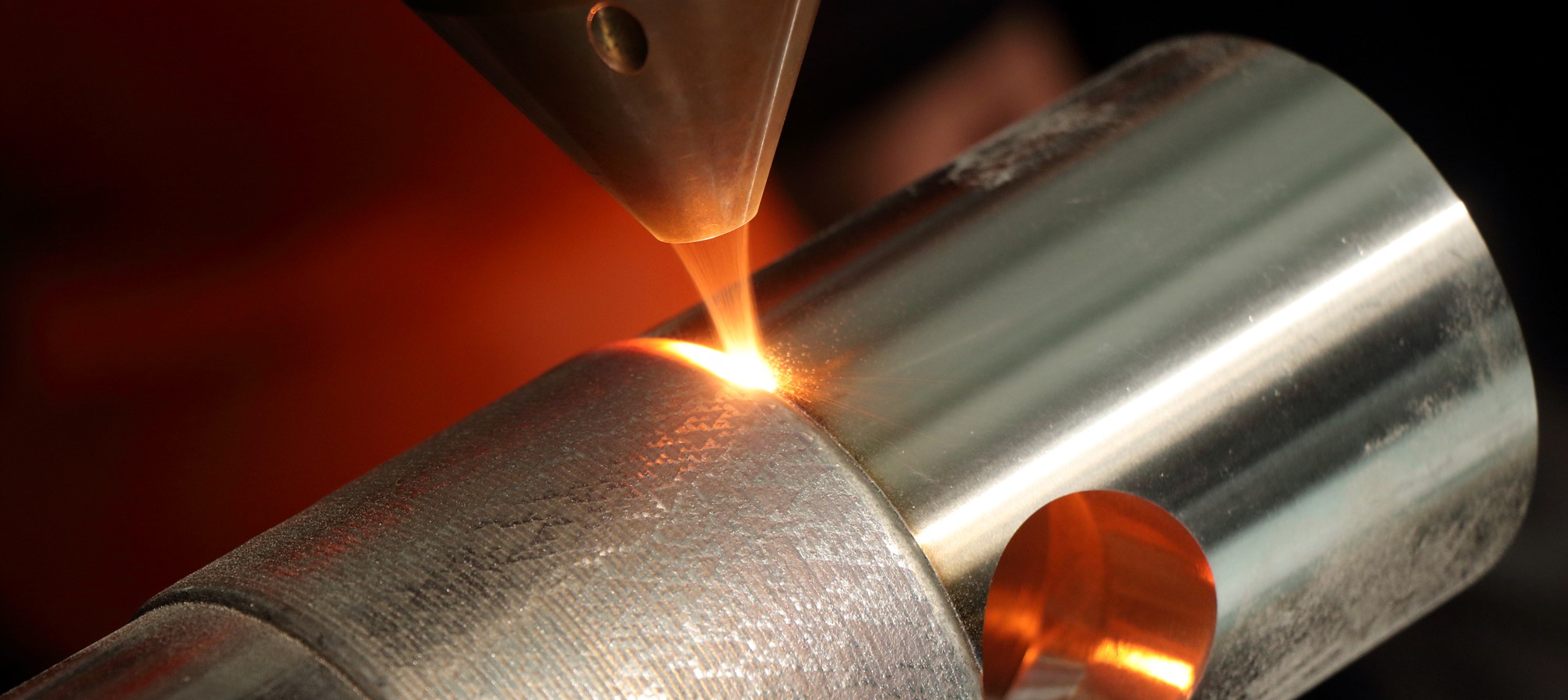
Funktionsprinzip des Wolframkarbid-Auftragschweißens
Wolframkarbid-Auftragschweißen ist eine Hochtemperatur-Schweißwärmequelle (wie z. B.Plasmabogen, Laser, elektrischer Lichtbogenusw.), werden die WC-Partikel enthaltenden Schweißzusätze aufgeschmolzen, und es kommt zu einer metallurgischen Verbindung mit dem Grundwerkstoff, wodurch eine hochharte, eine bestimmte Dicke aufweisende Schweißschicht entsteht (im Allgemeinen 2–6 mm).
Die Schicht besteht üblicherweise ausgesinterte WC-Partikelund metallische Bindemittel wie Eisen, Nickel, Kobalt usw. Die Partikel sind gleichmäßig im Schweißkanal verteilt, wodurch eine extrem hohe Verschleißfestigkeit entsteht.
Verschiedene gängige Arten von Wolframkarbid-Auftragschweißverfahren
Je nach Anwendungsfall und Schweißanforderungen umfassen gängige Wolframkarbid-Auftragschweißverfahren:

- Kleine Wärmeeinflusszone, dichte Verkleidungsschicht;
- Geeignet für kleine und mittelgroße Präzisionsteile wie Ventile und Dichtungen.
- Dünnere Schweißschicht, hohe Haftfestigkeit;
- Schöne Oberfläche, geeignet für die hochwertige Oberflächenveredelung von Werkstücken.
3. Metall-Schutzgasschweißen/Fülldraht-Lichtbogenschweißen (GMAW/FCAW)
- Automatisierte Errichtung großer Flächen, hohes Kosten-Nutzen-Verhältnis;
- Geeignet für große Bergbaumaschinen, Walzenschleifmaschinen und andere schwere Industrieteile.
Anwendungsbereiche und typische Teile
Das Wolframkarbid-Auftragschweißen findet in verschiedenen Branchen mit hohem Verschleißfestigkeitsbedarf breite Anwendung, darunter:
- Bergbau und Rohstoffgewinnung: Schaufelräder, Förderbandschaber, Brecherhammerköpfe;
- Öl und Gas: Bohrmeißel, Ventile, Drosseln;
- Zement und Baustoffe: Schleifwalzen, Schleifscheiben, Luftkanäle, Auskleidungen;
- Landwirtschaftliche Maschinen: Pflugschar, Pflugkralle, Brechmesser;
- Eisen- und Stahlmetallurgie: Walzen, Formen, Rollenförderanlagen.
Diese Teile sind ursprünglich leicht zu tragen, aber durch dieWC-AuftragschweißenDurch eine entsprechende Behandlung kann die Lebensdauer in der Regel verlängert werden.mehr als 3 bis 10 Mal.
Hauptvorteile der Wolframcarbid-Auflage
1. extrem hohe Verschleißfestigkeit:höhere Härte und längere Lebensdauer als herkömmliche Beschichtungen
2. Metallurgische Bindung:starke Haftung, Abplatzbeständigkeit;
3. Hohe Temperatur- und Korrosionsbeständigkeit:sich an die harten industriellen Arbeitsbedingungen anpassen;
4. Reparierbare Deckschicht:die Kosten für den Geräteersatz deutlich reduzieren;
5. Unterstützung für individuelle Anpassungen:Die Dicke der Schweißnaht und die Art der Partikel können je nach Bedarf angepasst werden.
Technische Überlegungen
•Wärmezufuhr kontrollieren, um ein Durchbrennen der WC-Partikel zu vermeiden;
•Eine gleichmäßige Partikelverteilung ist zu gewährleisten, um „Löcher“ oder „Entmischungen“ im Schweißkanal zu vermeiden.
•Durch die Verwendung einer Übergangsschicht kann die Entstehung von Rissen vermieden werden, die durch das direkte Aufschweißen der Hartschicht auf das Weichstahlsubstrat entstehen.
•Empfohlene Dicke der Deckschicht: 2 bis 6 mm, übermäßige Dicke kann zu Ablösungsgefahr führen;
•Wählen Sie je nach Arbeitsbedingungen ein Bindemittel auf Eisen-, Nickel- oder Kobaltbasis.
Warum Wolframkarbid-Auftragschweißen wählen?
Wolframkarbid-Auftragschweißen nicht nurverbessert die Oberflächeneigenschaften von Werkstücken deutlichist aber auch einwirtschaftlich, effiziente und nachhaltige LösungFür die industrielle Oberflächenbehandlung. Bei Arbeitsbedingungen, die ganzjährig abrasivem Verschleiß und korrosiver Auswaschung ausgesetzt sind, ist das WC-Auftragschweißen eine zuverlässige Wahl zum Schutz von Kernkomponenten, zur Verlängerung der Lebensdauer und zur Reduzierung der Reparaturhäufigkeit.
Wenn Sie suchen nachHochleistungsfähige, verschleißfeste SchweißtechnologieWolframkarbid-Auftragschweißen ist eine Lösung, die Priorität verdient.
Veröffentlichungsdatum: 09.07.2025