Das Plasma-Transfer-Lichtbogenschweißen (PTA oder PTAW) ist ein wärmegestütztes Beschichtungsverfahren, das auf dem Prinzip des Plasma-Lichtbogens basiert. Kern des Verfahrens ist die Verwendung eines Hochtemperatur-Plasma-Lichtbogens (bis zu 15.000 °C), um pulverförmige Metallwerkstoffe aufzuschmelzen und metallurgisch mit der Oberfläche des Substrats zu verbinden. Dadurch entstehen funktionelle Beschichtungen mit hoher Härte, Verschleißfestigkeit oder Korrosionsbeständigkeit. Das Plasma-Transfer-Lichtbogenschweißen (PTA) ist die natürliche Weiterentwicklung des WIG-Schweißverfahrens und kompensiert die mangelnde Automatisierung des konventionellen WIG-Schweißens.Wolfram-Inertgas-Abschirmung(TIG) Schweißmaschinen.
Funktionsprinzip des Plasma-Lichtbogenschweißens
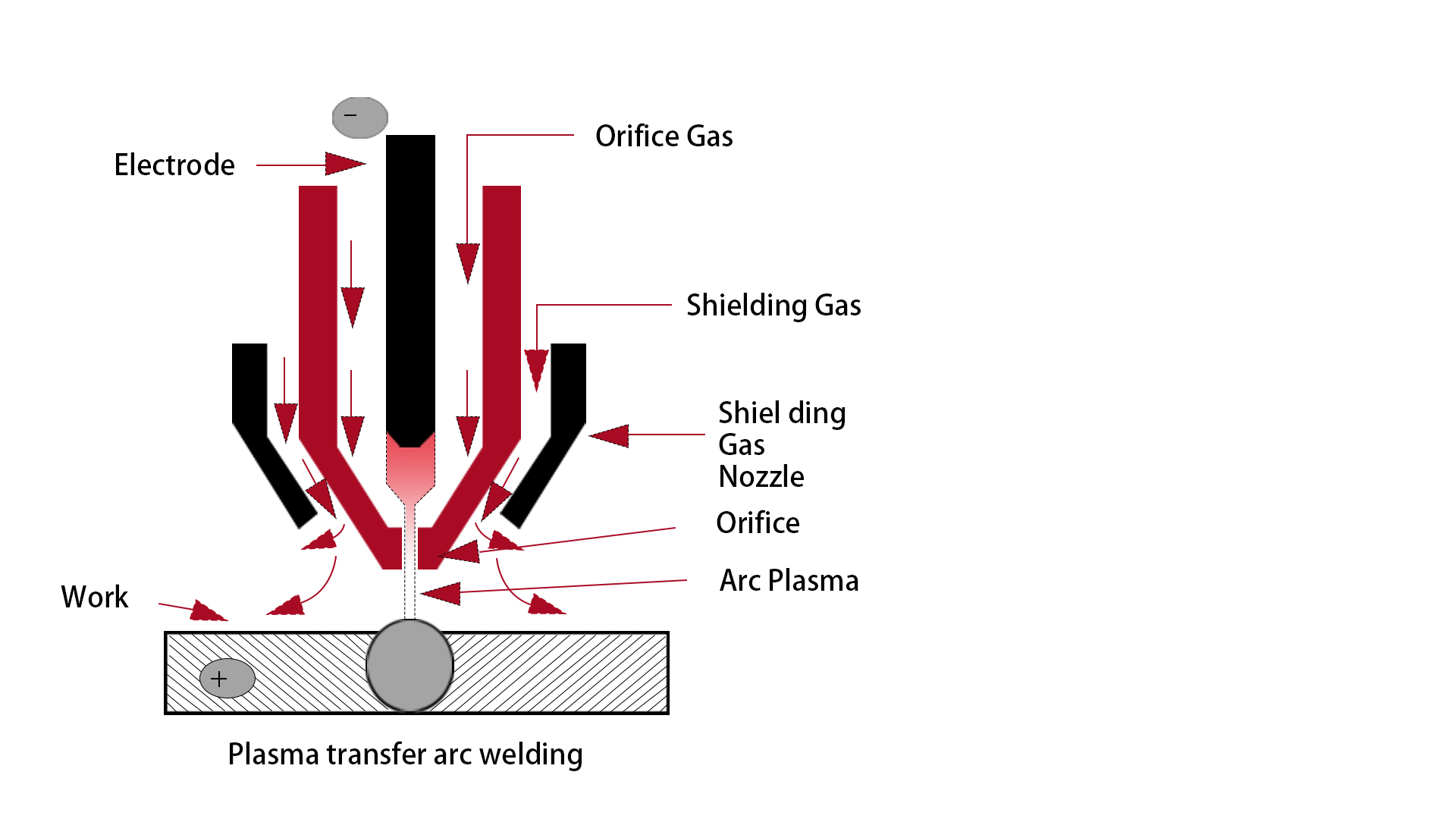
Durch die Einwirkung einer Hochtemperatur-Wärmequelle in Form eines Plasmabogens wird das Plasmabeschichtungsmaterial (Metall- oder Legierungspulver) aufgeschmolzen und metallurgisch mit der Substratoberfläche verbunden, wodurch eine verstärkende Beschichtung entsteht. Ein geführter Lichtbogen (nicht-transferierender Lichtbogen) wird durch Anlegen eines geringen elektrischen Stroms zwischen der Wolframelektrode und der Düse erzeugt. Unter dem Einfluss des Hochtemperaturbogens wird ein Edelgas (üblicherweise Argon) ionisiert, wodurch ein Hochtemperatur-Plasmastrom mit hoher Dichte entsteht. Das Plasma zeichnet sich durch hohe Temperaturen, hohe Strahlgeschwindigkeiten und hohe Energiedichten aus.
Worin besteht der Unterschied zwischen PTAW und anderen Schweißverfahren?
Das Grundprinzip aller Schweißverfahren besteht darin, das Material mittels einer Wärmequelle zu erhitzen, wodurch es schmilzt und eine Schweißnaht oder Beschichtung bildet. Das Plasma-Transfer-Lichtbogenschweißen (PTA) ist dem WIG-Schweißen prinzipiell am ähnlichsten, da beide Verfahren nicht abschmelzende Wolframelektroden verwenden. Das PTA-Schweißgerät wurde so umgestaltet, dass der Pilotlichtbogen vom Brenner weggeleitet und durch eine fein perforierte Kupferdüse gedrosselt wird, was zu einer höheren Energiedichte führt. PTA-Schweißen eignet sich im Vergleich zu konventionellen Schweißverfahren eher für Oberflächenverfestigung und Reparatur, während andere Schweißverfahren (z. B. WIG, MIG, Laserschweißen) eher auf das Fügen und Schweißen von Strukturbauteilen ausgerichtet sind. Für einen detaillierteren Vergleich,klicken.
Gängige Werkstoffe für PTA-Schweißauftrag
•Eisenlegierungen
•Nickelbasierte Legierungen
Inconel 625
Inconel 718
mehr
•Legierungen auf Kobaltbasis
Stellite 6
Stellite 12
mehr
•Chrombasierte Legierungen
CR20
CR25
mehr
•Wolframcarbid
PTA-Schweißauftragslösungen
Die wichtigsten Gründe für die WahlPTA-SchweißauftragslösungenAufgrund ihrer hohen Präzision, der überlegenen Beschichtungsqualität, der hohen Materialausnutzung (>90 %), der Automatisierungsmöglichkeiten und der Eignung für verschiedene Werkstoffe zeichnen sich PTA-Schweißverfahren aus. Im Vergleich zu SMAW, GMAW, TIG und anderen Schweißtechnologien bietet PTA-Schweißen hervorragende Ergebnisse bei verschleiß- und korrosionsbeständigen Beschichtungen und vereint Leistungs- und Kostenvorteile.
Anwendungsgebiete
•Petrochemikalien
•Metallurgie
•Luft- und Raumfahrt
•Automobil
•Energie
•Medizinisch usw.
Auswahl der richtigen PTA-Schweißauflage

Bei Shanghai Duomu Industry Co., Ltd. haben wir eine Vielzahl von Geräten und Lösungen für das PTA-Auftragschweißen eingeführt. Unser Unternehmen verfügt über eine unabhängige Forschungs- und Entwicklungsabteilung, die die Praxistauglichkeit, Stabilität und kontinuierliche Weiterentwicklung unserer Produkte gewährleistet. Basierend auf fortschrittlicher DSP-Steuerungstechnologie (hochgeschwindigkeits-, hochpräzise- und störungsresistente digitale Signalverarbeitung) entwickeln wir führende Produkte, deren Leistungsfähigkeit im Bereich des Plasma-Transfer-Lichtbogenschweißens branchenweit führend ist. Interessiert?PTA-SchweißgeräteSie wünschen sich Expertenrat zu den branchenweit führenden PTA-Schweiß- und Beschichtungslösungen?Kontaktieren Sie uns!
Veröffentlichungsdatum: 16. Januar 2025